Railway Engineering Test Welds to Qualify a New Flash Butt Welding Machine скачать в хорошем качестве
Railway Engineering Test Welds to Qualify a New Flash Butt Welding Machine
8 лет назад
Не удается загрузить Youtube-плеер. Проверьте блокировку Youtube в вашей сети.
Повторяем попытку...
Повторяем попытку...

Скачать видео с ютуб по ссылке или смотреть без блокировок на сайте: Railway Engineering Test Welds to Qualify a New Flash Butt Welding Machine в качестве 4k
У нас вы можете посмотреть бесплатно Railway Engineering Test Welds to Qualify a New Flash Butt Welding Machine или скачать в максимальном доступном качестве, видео которое было загружено на ютуб. Для загрузки выберите вариант из формы ниже:
-
Информация по загрузке:
Скачать mp3 с ютуба отдельным файлом. Бесплатный рингтон Railway Engineering Test Welds to Qualify a New Flash Butt Welding Machine в формате MP3:
Если кнопки скачивания не
загрузились
НАЖМИТЕ ЗДЕСЬ или обновите страницу
Если возникают проблемы со скачиванием видео, пожалуйста напишите в поддержку по адресу внизу
страницы.
Спасибо за использование сервиса ClipSaver.ru
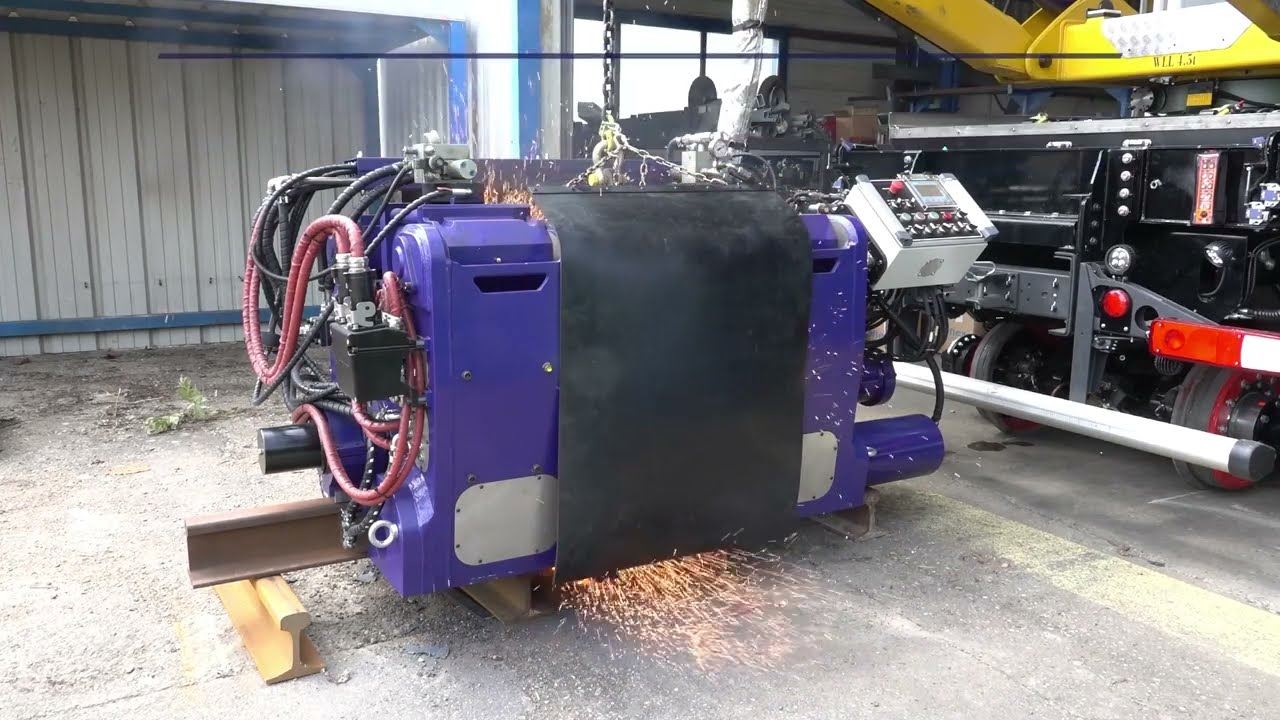
Railway Engineering Test Welds to Qualify a New Flash Butt Welding Machine
Railway Engineering - Test Welds with a New Flash Butt Welding Machine • Railway Engineering Test Welds to Qualify ... This video describes the sample welds and tests carried out to qualify a new flash butt welding machine. 7 sample welds were done and 5 are subjected to Slow Bending Test and 2 sample welds were subjected to Hardness Test.Ultra Sound Flow Detection Test was also done but not included in the video. SlOW BENDING TEST- Minimum bend test deflection 20 mm and minimum bend test force 1520kn must be reached. If the weld has not fracture at the specified minimum production test load and the minimum defection, it shall be deemed to have met the required standard. HARDNESS TEST - two welds in finished condition shall be sectioned for hardness testing. The variation in hardness across the heat affected zone of each of the two welds shall be measured using the Vicker hardness test (HV 30). Impressions to be on a line between 3mm and 5mm below the running surface on the vertical longitudinal axis of the rail. Spacing shall be at 2mm centers. The hardness traverse should extend into the unaffected parent rail no less more than 20mm. If the welded joints are tested to be qualified through hardness test and slow bend test, then the welded joints are considered as qualified
Comments