Amazing 4-Roll Plate Bending Machine At Test Work, Excellent Plate Roller Mechanical Factory скачать в хорошем качестве
Amazing 4-Roll Plate Bending Machine At Test Work, Excellent Plate Roller Mechanical Factory
3 года назад
Не удается загрузить Youtube-плеер. Проверьте блокировку Youtube в вашей сети.
Повторяем попытку...
Повторяем попытку...

Скачать видео с ютуб по ссылке или смотреть без блокировок на сайте: Amazing 4-Roll Plate Bending Machine At Test Work, Excellent Plate Roller Mechanical Factory в качестве 4k
У нас вы можете посмотреть бесплатно Amazing 4-Roll Plate Bending Machine At Test Work, Excellent Plate Roller Mechanical Factory или скачать в максимальном доступном качестве, видео которое было загружено на ютуб. Для загрузки выберите вариант из формы ниже:
-
Информация по загрузке:
Скачать mp3 с ютуба отдельным файлом. Бесплатный рингтон Amazing 4-Roll Plate Bending Machine At Test Work, Excellent Plate Roller Mechanical Factory в формате MP3:
Если кнопки скачивания не
загрузились
НАЖМИТЕ ЗДЕСЬ или обновите страницу
Если возникают проблемы со скачиванием видео, пожалуйста напишите в поддержку по адресу внизу
страницы.
Спасибо за использование сервиса ClipSaver.ru
Amazing 4-Roll Plate Bending Machine At Test Work, Excellent Plate Roller Mechanical Factory
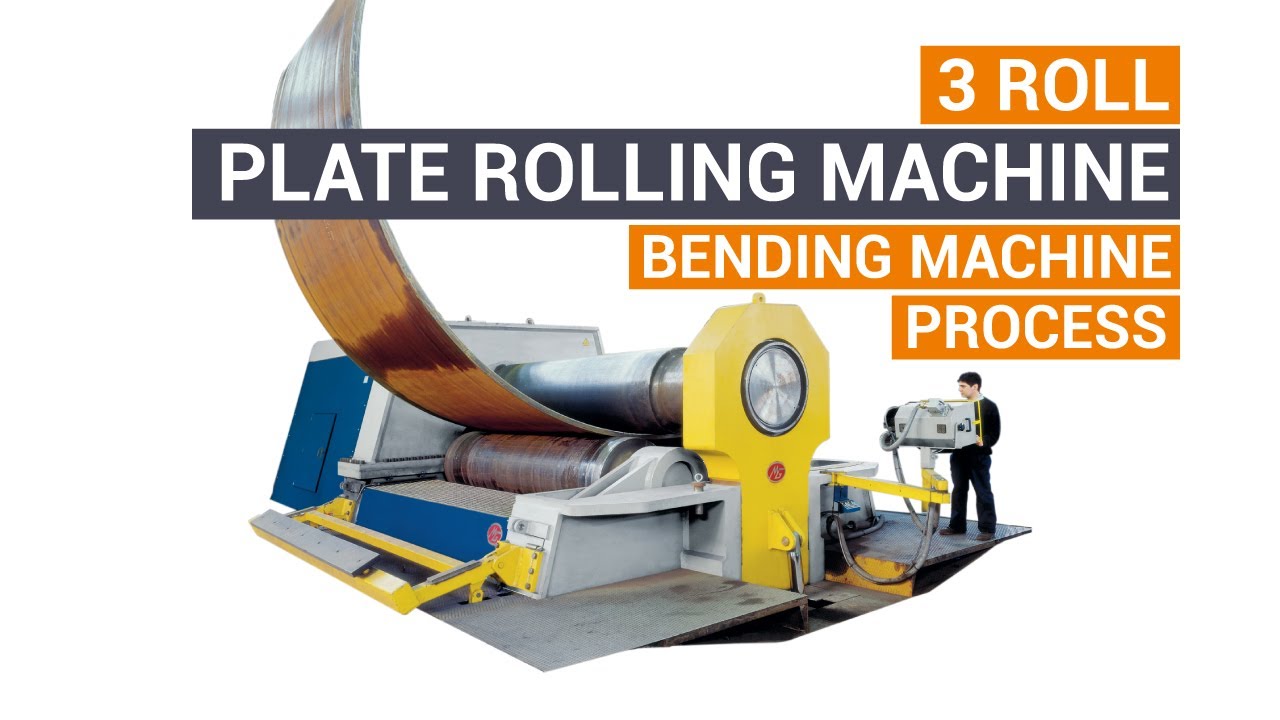
The CNC PR4 is the most precise and easiest-to-use full pre-bending 4-roll plate bending machine. Moreover, thanks to their production methods, the PR4 bending rolls can be effectively controlled through numerical control systems. The CNC PR4 series 4 roll plate bending machine has been refined over the years through extensive research and development and is considered one of the finest plate rolling machines available on the market worldwide, which are particularly suited for large sheet metal thicknesses. The advantage of this design is that the bending process is done in one operation. They are considered the most cost-effective investment for high productivity requirements for rolling plates from 5 to 150mm in thickness up to a useful length of 18000mm. https://www.angleroller.com/plate-ben... What Is Plate Rolling Machine? CNC, PLC Plate Rolling Machine: plate rolling capacity: Bending thickness from 2.00mm to 160.00mm, plate rolling width from 1,000.00mm up to 10,000.00mm. The Plate Rolling Machine (also named Plate Roller, Plate Bending Machine, and Bending Rolls) is a device for the radial forming of flat sheets. The Hydraulic/Mechanical Plate Rolling Machine works similarly to a Profile Bending Machine. However, its design is much simpler. 6 Types Of Plate Rolling Machines Plate Bending Machines are available in a wide range. The smallest devices are table machines with manual operation by a hand crank. The largest Plate Rollers are found in shipyards and can bend sheets several centimeters thick, for example for ship armor. There are 6 types of plate rolling machines currently on the market. Their roll bending work principle is the same, but the structure is different. Of course, the manufacturing cost, efficiency, and precision will definitely be different: Initial pinch bending rolls Double pinch bending rolls Pyramid bending rolls Top roll variable geometry bending rolls Variable geometry bending rolls 4-roll plate bending machine Benefits And Applications The initial pinch bending rolls belong to the asymmetric plate rolling machine, which can be pre-bent at one end, which means that the other side needs to be removed for work pre-bending, and the work efficiency is not as good as that of the double pinch bending rolls. Double pinch bending rolls can be a 3-roll or 4-roll plate roll available in light to very heavy capacities. Double pinch bending rolls can prebend both plate-ends without removing the workpiece there increasing work efficiency. Four-roll plate rolls generally are the only equipment with CNCs. The pyramid bending rolls are rarely used in cutting-edge facilities. No pre-bending capability, which means long unbend flats and not as user-friendly as other types of plate rolling machines. The very low investment cost is their only advantage. Variable geometry and PRT top roll horizontal and vertical movement 3-roll plate rolls are built to handle medium to extremely heavy plate rolling applications. Easy-to-remove end yokes can make material removal a quick process. A machine of this type works well over a wide range of material thicknesses. The lower roll horizontal movement (PRV 3-roll variable geometry bending rolls) or top roll horizontal and vertical movement(PRT 3-roll plate rolls) increases the offset distance from the top roll and in so doing delivers a distinct mechanical advantage in bending. Working Principle Pyramid 3-roll plate rolling machine with three work rolls in a triangular arrangement. There is a top roll (left image: 1) in the middle symmetrical position of the 2 lower rolls (left image: 2). The upper roller is passive and can be adjusted up and down in the vertical direction. Apply pressure to get different degrees of bending. The lower rollers are distributed horizontally, installed in fixed bearings, and rotated in the same direction and at the same speed by the motor through the gear reducer. When working, the metal plate is placed between the top and lower rolls, the upper roll is pressed down, and the lower rolls are rotated. Under the action of pressure and friction, the metal plate is bent uniformly at three consecutive points, thereby completing the roll forming. The bending radius of the metal sheet is determined by the pressing amount of the top roll. The greater the pressing amount, the smaller the bending radius; otherwise, the larger the bending radius is. https://www.angleroller.com/plate-ben...
Comments