#SPEEDBENCHY скачать в хорошем качестве
#SPEEDBENCHY
2 года назад
Не удается загрузить Youtube-плеер. Проверьте блокировку Youtube в вашей сети.
Повторяем попытку...
Повторяем попытку...
Скачать видео с ютуб по ссылке или смотреть без блокировок на сайте: #SPEEDBENCHY в качестве 4k
У нас вы можете посмотреть бесплатно #SPEEDBENCHY или скачать в максимальном доступном качестве, видео которое было загружено на ютуб. Для загрузки выберите вариант из формы ниже:
-
Информация по загрузке:
Скачать mp3 с ютуба отдельным файлом. Бесплатный рингтон #SPEEDBENCHY в формате MP3:
Если кнопки скачивания не
загрузились
НАЖМИТЕ ЗДЕСЬ или обновите страницу
Если возникают проблемы со скачиванием видео, пожалуйста напишите в поддержку по адресу внизу
страницы.
Спасибо за использование сервиса ClipSaver.ru
#SPEEDBENCHY
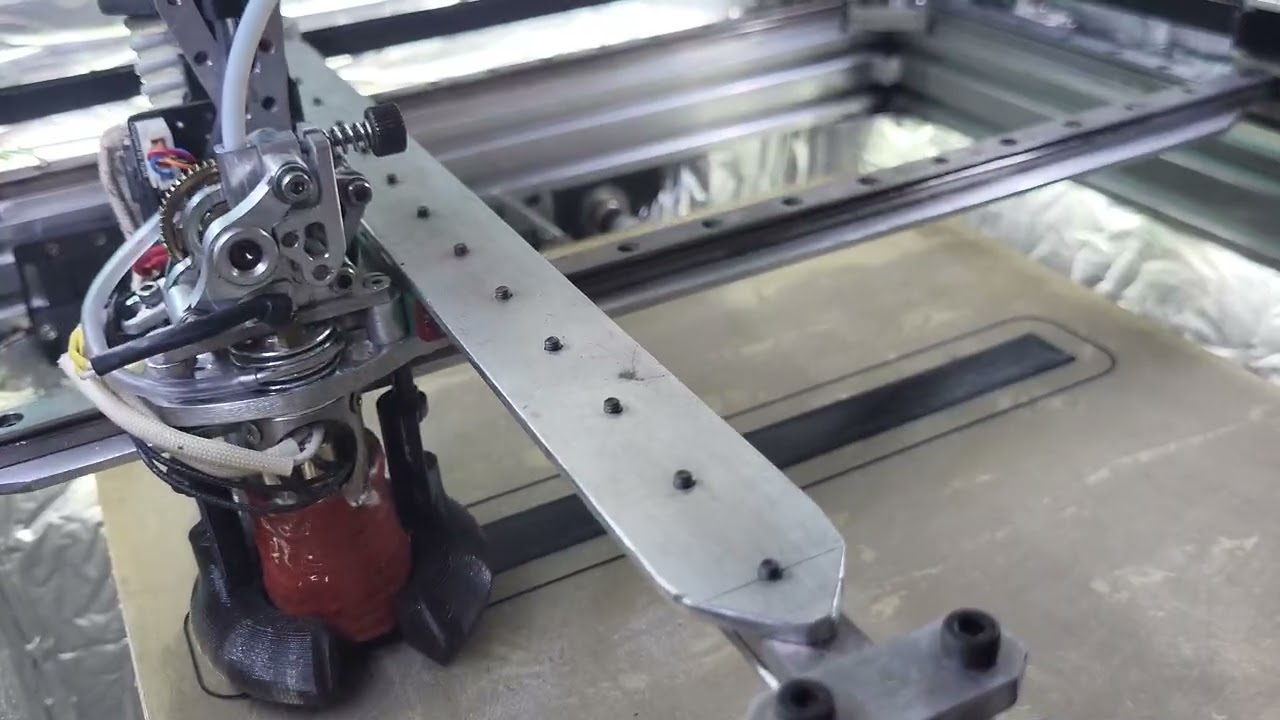
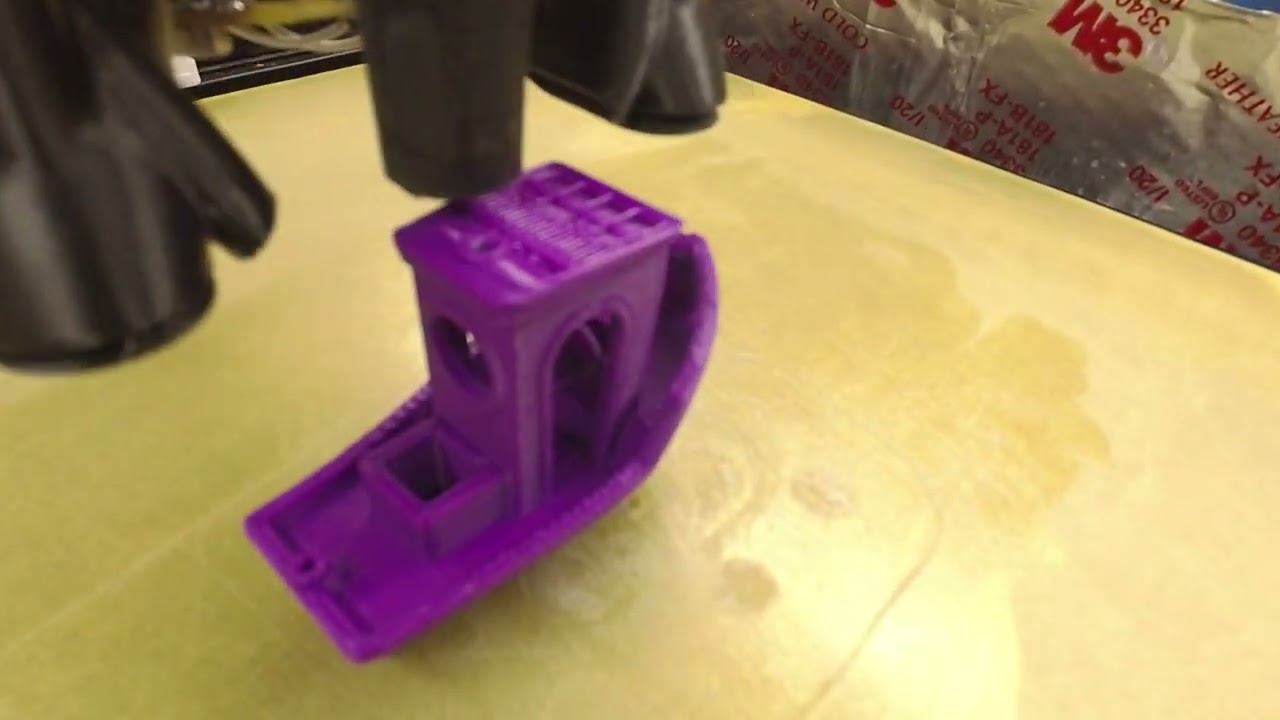
Attempt at quality and not there at this speed. There is some curl at the top of the bridge/roof from inadequate cooling and a slight dip in the bow. I am finished with PLA, no point in trying to go faster. Go figure., 9:50 benchy is perfect, That other 30 seconds can make or break a print at this speed. PLA+ 210C, 9:24minutes. Stack printed at 110mms vs 90 with old duct. Speeds from 200-400mms; 200mms top 300mms outer walls 400mms inner walls 400mms infill 700mms travels overhangs 300mms 20-40K acceleration 10-30SCV, 0.02 PA 0.4mm retraction at 100mms R/U Recently changed to goliath and mirrored my existing mount for the goliath. Since the rail position is in the way of the center of the tool-head, the upper duct does not have a straight path to the lower duct. On the other duct I had put a divider in the bottom to better channel/divide the air and when I made this one I lofted the divider center. This caused the air on the left to be significantly more than the right and my benchy's had bow curl, even at 10 minutes. Another issue was the air leaving the nozzle orifices wants to keep in a path they previously were on, like throwing a baseball. This causes the air to want to exit towards the front of the nozzle and not cover the back side. We don't have much room to space out the ducting arms to get better lead in to the exit orifices. As a result the area near the nozzle orifices has a relatively sharp bend. The air just won't follow that. In my case I moved the nozzle orifices further to the back to compensate. This is not ideal, but for the moment it will have to work until I can change the attack angle of the lofts leading to the nozzle orifices. Even with CPAP, I find it is difficult to get a fast benchy in PLA. It's not always about the amount of air, but more where the air is distributed to the model and the BTU of the material. Not only when printing directly over the model, but also when the toolhead moves and the model sits with no air cooling it. Getting some draft at the model helps to cool the filament for the next layers. This duct is far from ideal. I hope to create another with better area coverage utilizing more valves. Baby-steps!
Comments