Part 2: Wall ironing and end forming скачать в хорошем качестве
Part 2: Wall ironing and end forming
13 лет назад
Не удается загрузить Youtube-плеер. Проверьте блокировку Youtube в вашей сети.
Повторяем попытку...
Повторяем попытку...

Скачать видео с ютуб по ссылке или смотреть без блокировок на сайте: Part 2: Wall ironing and end forming в качестве 4k
У нас вы можете посмотреть бесплатно Part 2: Wall ironing and end forming или скачать в максимальном доступном качестве, видео которое было загружено на ютуб. Для загрузки выберите вариант из формы ниже:
-
Информация по загрузке:
Скачать mp3 с ютуба отдельным файлом. Бесплатный рингтон Part 2: Wall ironing and end forming в формате MP3:
Если кнопки скачивания не
загрузились
НАЖМИТЕ ЗДЕСЬ или обновите страницу
Если возникают проблемы со скачиванием видео, пожалуйста напишите в поддержку по адресу внизу
страницы.
Спасибо за использование сервиса ClipSaver.ru
Part 2: Wall ironing and end forming
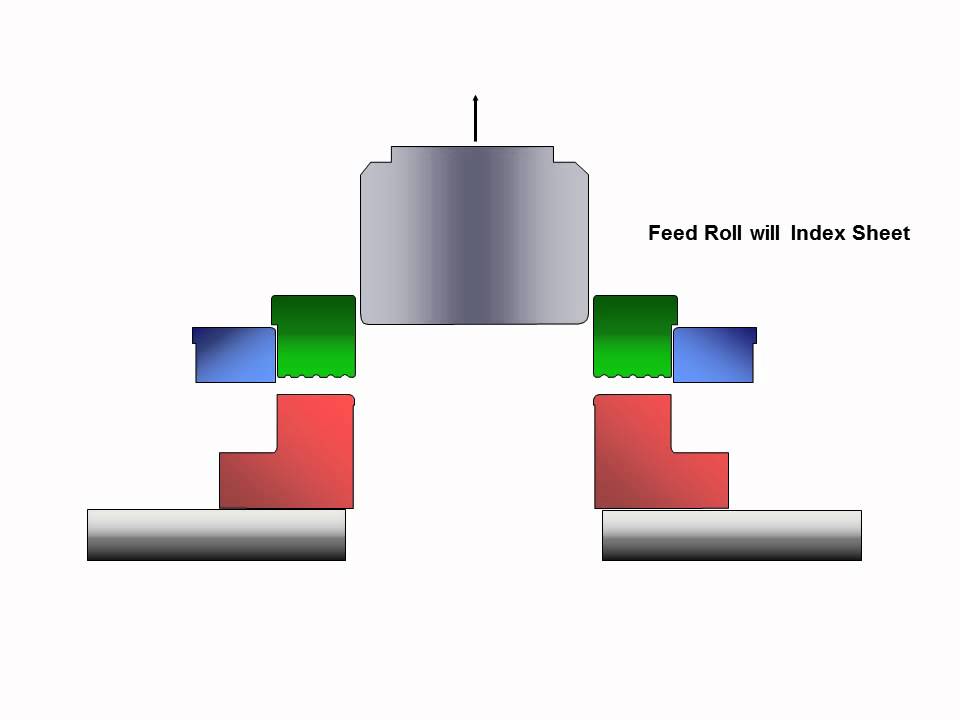
Two-piece can making process: Wall ironing and end forming The cup is conveyed to the wall-ironing machine from the top. The ram first pushes it through the redraw ring to reduce its diameter to the punch diameter whilst retaining the sheet thickness. The cup is held by a blank holder to prevent puckers. There is a gap between the punch and the wall-ironing rings 1 to 4 immediately after the redraw ring where the wall thickness of the can is reduced by "ironing" the tin plate and consequently lengthening the can. At the end of this stroke, the punch with the can comes into contact with the base panelling tool and the can base is formed. When the ram is withdrawn, the can is removed from the punch by a stripper and conveyed out of the machine via an unloader belt.
Comments