Two-Stage Ejection: Why One-Step Ejection Fails in Deep Cavity Molds скачать в хорошем качестве
Two-Stage Ejection: Why One-Step Ejection Fails in Deep Cavity Molds
1 месяц назад
Не удается загрузить Youtube-плеер. Проверьте блокировку Youtube в вашей сети.
Повторяем попытку...
Повторяем попытку...
Скачать видео с ютуб по ссылке или смотреть без блокировок на сайте: Two-Stage Ejection: Why One-Step Ejection Fails in Deep Cavity Molds в качестве 4k
У нас вы можете посмотреть бесплатно Two-Stage Ejection: Why One-Step Ejection Fails in Deep Cavity Molds или скачать в максимальном доступном качестве, видео которое было загружено на ютуб. Для загрузки выберите вариант из формы ниже:
-
Информация по загрузке:
Скачать mp3 с ютуба отдельным файлом. Бесплатный рингтон Two-Stage Ejection: Why One-Step Ejection Fails in Deep Cavity Molds в формате MP3:
Если кнопки скачивания не
загрузились
НАЖМИТЕ ЗДЕСЬ или обновите страницу
Если возникают проблемы со скачиванием видео, пожалуйста напишите в поддержку по адресу внизу
страницы.
Спасибо за использование сервиса ClipSaver.ru
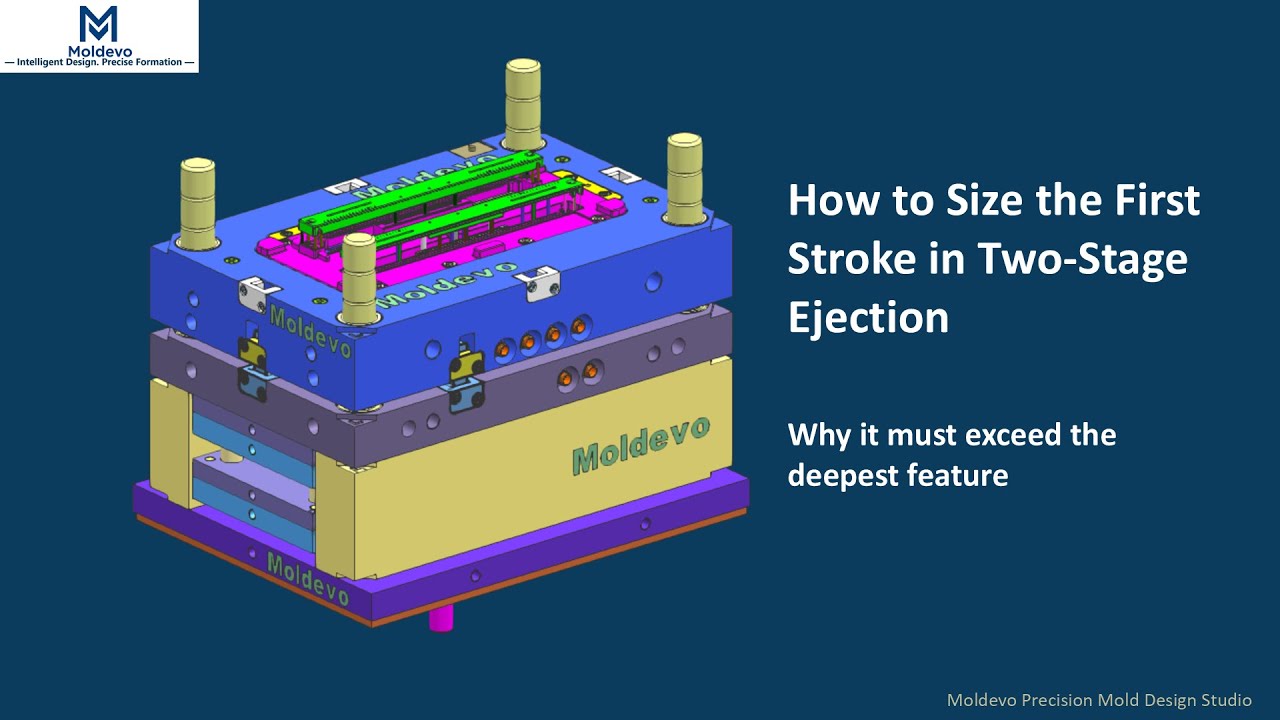
Two-Stage Ejection: Why One-Step Ejection Fails in Deep Cavity Molds
Why does one-step ejection often fail for deep cavity plastic parts? After cooling, deep or thin-walled parts strongly grip the core. If ejected in a single stroke, this often leads to: • Drag marks • Part deformation • Cracking or surface whitening This animation demonstrates a two-stage ejection strategy: Stage 1: A short, slow ejection stroke to break vacuum and release grip. Stage 2: A controlled full ejection to safely remove the part. Key engineering considerations: • The first stroke is NOT meant to fully eject the part • Ejector stiffness and support length are critical • Ejection sequence must be locked with core-pull actions At Moldevo, we design demolding sequences based on physics — not trial-and-error. ======================== External Injection Mold Design & DFM Support for injection mold projects (EU / US / International). • Reduce mold trial failures before steel cutting • Avoid costly rework & delays • Clear 3D mold design with engineering notes Contact: moldevo.design@gmail.com ======================== #InjectionMolding #MoldDesign #TwoStageEjection #DFM #PlasticsEngineering #Moldflow #Moldevo
Comments