Copper Welding - Invertig 251 AC/DC скачать в хорошем качестве
Copper Welding - Invertig 251 AC/DC
1 год назад
Не удается загрузить Youtube-плеер. Проверьте блокировку Youtube в вашей сети.
Повторяем попытку...
Повторяем попытку...

Скачать видео с ютуб по ссылке или смотреть без блокировок на сайте: Copper Welding - Invertig 251 AC/DC в качестве 4k
У нас вы можете посмотреть бесплатно Copper Welding - Invertig 251 AC/DC или скачать в максимальном доступном качестве, видео которое было загружено на ютуб. Для загрузки выберите вариант из формы ниже:
-
Информация по загрузке:
Скачать mp3 с ютуба отдельным файлом. Бесплатный рингтон Copper Welding - Invertig 251 AC/DC в формате MP3:
Если кнопки скачивания не
загрузились
НАЖМИТЕ ЗДЕСЬ или обновите страницу
Если возникают проблемы со скачиванием видео, пожалуйста напишите в поддержку по адресу внизу
страницы.
Спасибо за использование сервиса ClipSaver.ru
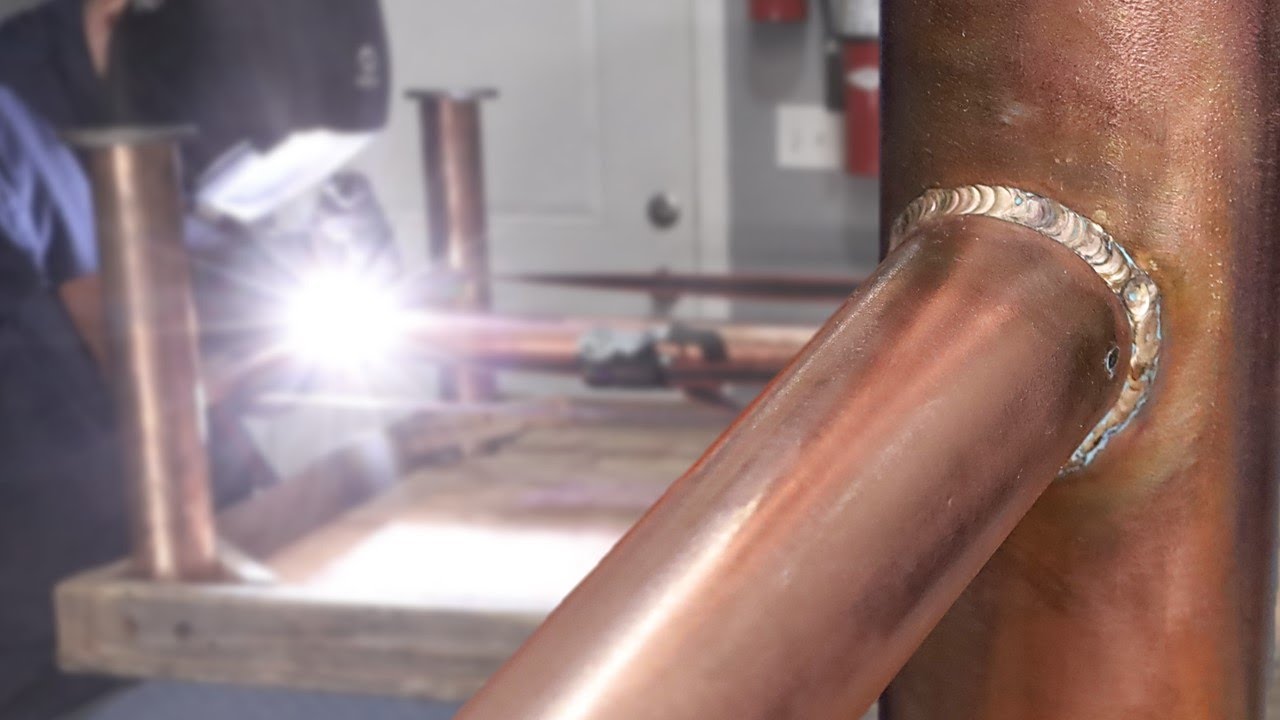
Copper Welding - Invertig 251 AC/DC
A NEW STANDARD OF TIG WELDING IS SET INVERTIG 251 AC/DC 1) DYNAMIC ARC Dynamic Arc is a function that allows by reducing the arc voltage an increase in the welding current and vice-versa. The size of the Dynamic Arc variation may be individually adjusted to a value between 1A to 25A. This allows the control of the heat input to the piece and the penetration with just the movement of the torch. The power remains the same, but the effects are different in penetration if you are closer or far from the work-piece. Ideal also with TIG lift and TIG Lift PIPE where you do not have any control. NO NEED for hand control, pedals, buttons, or different current levels ANYMORE .... the Power is only in YOUR HAND ! THE REVOLUTION OF THE TIG WELDING IS HERE. 2) MIX AC This feature allows you to vary the welding current alternating a TIG AC weld with a TIG DC weld This allows the effectiveness of the TIG AC welding to combine with the penetration of the TIG DC welding, obtaining high welding speeds and creating more quickly the weld pool for cold-piece welding. It is also possible to weld thicker material with modest amperages since the DC- portion is much higher than using a completely AC waveform. Consequences of a higher value: • Greater weld penetration. • Less deformation. • Faster creation of the weld pool. • Reduced cleanliness of the workpiece. 3) DIFFERENT SQURE WAVES AND COMBINATIONS 4) FAST-TACK Fast-Tack resembles spot welding in that it provides a sudden high-current pulse, which fuses the materials to each other. The pulse time is typically only a few dozen milliseconds, which produces a low and controlled heat input. As a result, the risk of burn-through is lower than in traditional TIG tacking, where penetration control is more difficult. In addition, the weld spots remain small and of equal size, and do not cause deformation of the welded materials. Fast-Tack is an excellent method also for tacking thin and thick materials with each other thanks to its low heat input and relatively high energy density in the arc. On the right, you can compare tack welds made using the Fast-Tack method (A) and the traditional TIG method (B). 5) SOFT DC PULSE This function is basically the classic TIG DC Pulse, but with the application of a digital filter to smooth the higher frequency harmonics and therefore limit the noise, the heat input remains unchanged. This feature is also on STICK ELECTRODE PULSE. 6) ZERO CROSSING CURRENT ALL Manufacturers are keeping a fairly high AC zero crossing current 80-100A. This allows the arc to stay alive under all conditions, however it introduces quite a bit of energy (raises the average current) and leads to a lot of noise. This now can be adjusted and in lower Amps (below 150 Amp) can be set to a significant lower zero crossing currents, up to 20Amp.This allows for greater welding comfort, less noise, and a smoother arc. 7) DOUBLE PULSE TIG DC Takes TIG welding of Titanium, Stainless and Steel to a NEW LEVEL In double pulse welding, low speed (0.4-10Hz) and High Speed (0,4-1000Hz) negative direct current pulses are utilized simultaneously. Because the double pulse method brings together the benefits offered by low- and high - speed pulses, it is suitable for a wide range of welding application in DC. Work involving thin sheets Fillet and corner welding Welds with strict requirement for visual quality Metals that require low input heat, such as high -strength, duplex, and super austenitic steels. Challenging non-ferrous metals handle with DC welding, such as Titanium. The advantages are also a narrow and stable arc and a higher travel speed then conventional TIG processes. 8) TUNGSTEN DIAMETER SELECTION – HOTSTART The (tig) Hot Start is managed intelligently, depending on whether there is a pedal or not, whether you are in AC or DC. This simplifies matters for the operator. The Hot-Start can always be adjusted manually. 9) MILLER PEDAL and REMOTE compatibility. The Invertig 251 will have a FULL MILLER COMPATIBILITY FOR 14PIN. This means that even a Miller wire-less pedal will work with it.
Comments