–°–∞–Љ–Њ–і–µ–ї—М–љ—Л–є —И–ї–Є—Д–Њ–≤–∞–ї—М–љ—Л–є —Б—В–∞–љ–Њ–Ї –і–ї—П –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞–ї—М–љ—Л—Е —Б—В–Њ–µ–Ї - —З–∞—Б—В—М 1 (–Ј–∞–ґ–Є–Љ —И–њ–Є–љ–і–µ–ї—П) —Б–Ї–∞—З–∞—В—М –≤ —Е–Њ—А–Њ—И–µ–Љ –Ї–∞—З–µ—Б—В–≤–µ
–°–∞–Љ–Њ–і–µ–ї—М–љ—Л–є —И–ї–Є—Д–Њ–≤–∞–ї—М–љ—Л–є —Б—В–∞–љ–Њ–Ї –і–ї—П –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞–ї—М–љ—Л—Е —Б—В–Њ–µ–Ї - —З–∞—Б—В—М 1 (–Ј–∞–ґ–Є–Љ —И–њ–Є–љ–і–µ–ї—П)
7 –і–љ–µ–є –љ–∞–Ј–∞–і
–Э–µ —Г–і–∞–µ—В—Б—П –Ј–∞–≥—А—Г–Ј–Є—В—М Youtube-–њ–ї–µ–µ—А. –Я—А–Њ–≤–µ—А—М—В–µ –±–ї–Њ–Ї–Є—А–Њ–≤–Ї—Г Youtube –≤ –≤–∞—И–µ–є —Б–µ—В–Є.
–Я–Њ–≤—В–Њ—А—П–µ–Љ –њ–Њ–њ—Л—В–Ї—Г...
–Я–Њ–≤—В–Њ—А—П–µ–Љ –њ–Њ–њ—Л—В–Ї—Г...
–°–Ї–∞—З–∞—В—М –≤–Є–і–µ–Њ —Б —О—В—Г–± –њ–Њ —Б—Б—Л–ї–Ї–µ –Є–ї–Є —Б–Љ–Њ—В—А–µ—В—М –±–µ–Ј –±–ї–Њ–Ї–Є—А–Њ–≤–Њ–Ї –љ–∞ —Б–∞–є—В–µ: –°–∞–Љ–Њ–і–µ–ї—М–љ—Л–є —И–ї–Є—Д–Њ–≤–∞–ї—М–љ—Л–є —Б—В–∞–љ–Њ–Ї –і–ї—П –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞–ї—М–љ—Л—Е —Б—В–Њ–µ–Ї - —З–∞—Б—В—М 1 (–Ј–∞–ґ–Є–Љ —И–њ–Є–љ–і–µ–ї—П) –≤ –Ї–∞—З–µ—Б—В–≤–µ 4k
–£ –љ–∞—Б –≤—Л –Љ–Њ–ґ–µ—В–µ –њ–Њ—Б–Љ–Њ—В—А–µ—В—М –±–µ—Б–њ–ї–∞—В–љ–Њ –°–∞–Љ–Њ–і–µ–ї—М–љ—Л–є —И–ї–Є—Д–Њ–≤–∞–ї—М–љ—Л–є —Б—В–∞–љ–Њ–Ї –і–ї—П –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞–ї—М–љ—Л—Е —Б—В–Њ–µ–Ї - —З–∞—Б—В—М 1 (–Ј–∞–ґ–Є–Љ —И–њ–Є–љ–і–µ–ї—П) –Є–ї–Є —Б–Ї–∞—З–∞—В—М –≤ –Љ–∞–Ї—Б–Є–Љ–∞–ї—М–љ–Њ–Љ –і–Њ—Б—В—Г–њ–љ–Њ–Љ –Ї–∞—З–µ—Б—В–≤–µ, –≤–Є–і–µ–Њ –Ї–Њ—В–Њ—А–Њ–µ –±—Л–ї–Њ –Ј–∞–≥—А—Г–ґ–µ–љ–Њ –љ–∞ —О—В—Г–±. –Ф–ї—П –Ј–∞–≥—А—Г–Ј–Ї–Є –≤—Л–±–µ—А–Є—В–µ –≤–∞—А–Є–∞–љ—В –Є–Ј —Д–Њ—А–Љ—Л –љ–Є–ґ–µ:
-
–Ш–љ—Д–Њ—А–Љ–∞—Ж–Є—П –њ–Њ –Ј–∞–≥—А—Г–Ј–Ї–µ:
–°–Ї–∞—З–∞—В—М mp3 —Б —О—В—Г–±–∞ –Њ—В–і–µ–ї—М–љ—Л–Љ —Д–∞–є–ї–Њ–Љ. –С–µ—Б–њ–ї–∞—В–љ—Л–є —А–Є–љ–≥—В–Њ–љ –°–∞–Љ–Њ–і–µ–ї—М–љ—Л–є —И–ї–Є—Д–Њ–≤–∞–ї—М–љ—Л–є —Б—В–∞–љ–Њ–Ї –і–ї—П –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞–ї—М–љ—Л—Е —Б—В–Њ–µ–Ї - —З–∞—Б—В—М 1 (–Ј–∞–ґ–Є–Љ —И–њ–Є–љ–і–µ–ї—П) –≤ —Д–Њ—А–Љ–∞—В–µ MP3:
–Х—Б–ї–Є –Ї–љ–Њ–њ–Ї–Є —Б–Ї–∞—З–Є–≤–∞–љ–Є—П –љ–µ
–Ј–∞–≥—А—Г–Ј–Є–ї–Є—Б—М
–Э–Р–Ц–Ь–Ш–Ґ–Х –Ч–Ф–Х–°–ђ –Є–ї–Є –Њ–±–љ–Њ–≤–Є—В–µ —Б—В—А–∞–љ–Є—Ж—Г
–Х—Б–ї–Є –≤–Њ–Ј–љ–Є–Ї–∞—О—В –њ—А–Њ–±–ї–µ–Љ—Л —Б–Њ —Б–Ї–∞—З–Є–≤–∞–љ–Є–µ–Љ –≤–Є–і–µ–Њ, –њ–Њ–ґ–∞–ї—Г–є—Б—В–∞ –љ–∞–њ–Є—И–Є—В–µ –≤ –њ–Њ–і–і–µ—А–ґ–Ї—Г –њ–Њ –∞–і—А–µ—Б—Г –≤–љ–Є–Ј—Г
—Б—В—А–∞–љ–Є—Ж—Л.
–°–њ–∞—Б–Є–±–Њ –Ј–∞ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–µ —Б–µ—А–≤–Є—Б–∞ ClipSaver.ru
–°–∞–Љ–Њ–і–µ–ї—М–љ—Л–є —И–ї–Є—Д–Њ–≤–∞–ї—М–љ—Л–є —Б—В–∞–љ–Њ–Ї –і–ї—П –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞–ї—М–љ—Л—Е —Б—В–Њ–µ–Ї - —З–∞—Б—В—М 1 (–Ј–∞–ґ–Є–Љ —И–њ–Є–љ–і–µ–ї—П)
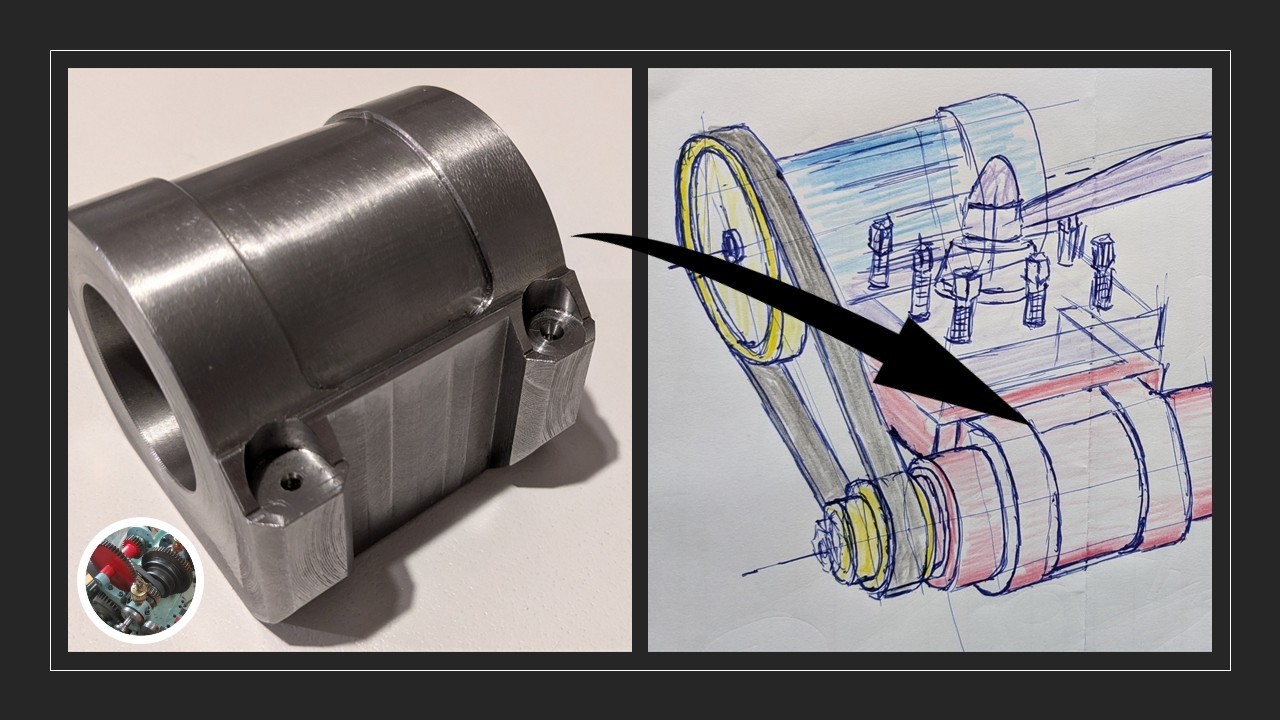
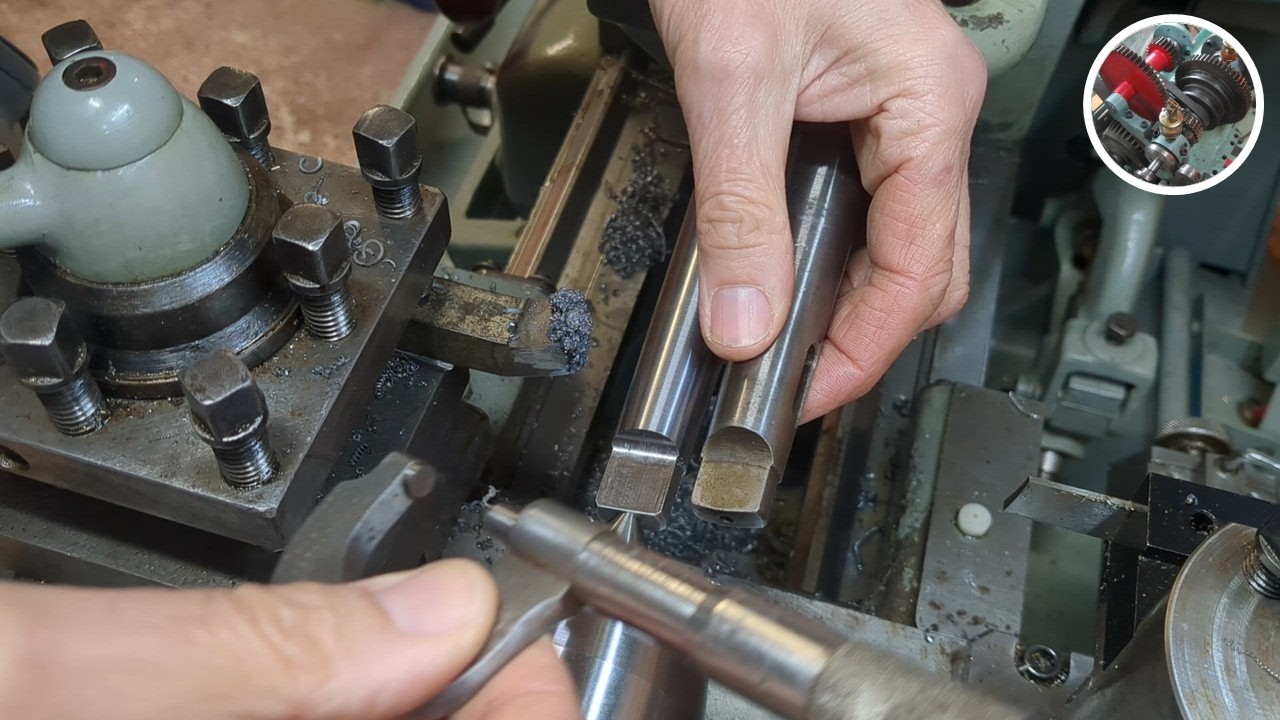
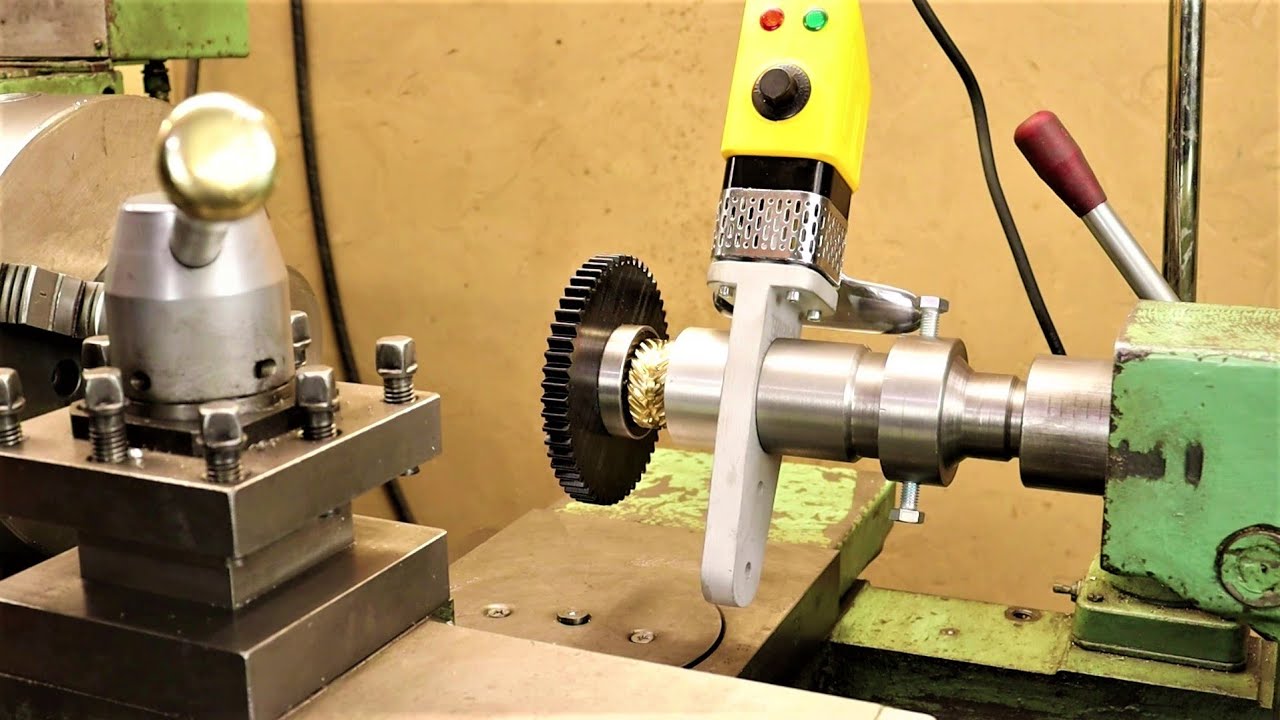
–°–ї–µ–і—Г—О—Й–Є–є –ї–Њ–≥–Є—З–љ—Л–є –њ—А–Њ–µ–Ї—В –і–ї—П –Љ–µ–љ—П вАФ –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–µ —Б—В–∞–љ–Ї–∞ –і–ї—П –Ј–∞—В–Њ—З–Ї–Є –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞–ї—М–љ–Њ–є —Б—В–Њ–є–Ї–Є –і–ї—П –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є—П –љ–∞ –Љ–Њ–µ–Љ —В–Њ–Ї–∞—А–љ–Њ–Љ —Б—В–∞–љ–Ї–µ Colchester Student. –Ь–љ–µ —В–∞–Ї–ґ–µ –љ—Г–ґ–µ–љ —Б—В–∞–љ–Њ–Ї –і–ї—П –Ј–∞—В–Њ—З–Ї–Є —Д—А–µ–Ј, –њ–Њ—Н—В–Њ–Љ—Г –≤–Њ–Ј–љ–Є–Ї–ї–∞ –Љ—Л—Б–ї—М, —З—В–Њ, –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ, —П –Љ–Њ–≥ –±—Л —А–∞–Ј—А–∞–±–Њ—В–∞—В—М —И–њ–Є–љ–і–µ–ї—М –Є –њ—А–Є–≤–Њ–і –і–ї—П –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞–ї—М–љ–Њ–є —Б—В–Њ–є–Ї–Є, –Ї–Њ—В–Њ—А—Л–µ —В–∞–Ї–ґ–µ –Љ–Њ–ґ–љ–Њ –±—Л–ї–Њ –±—Л –≤–Ї–ї—О—З–Є—В—М –≤ —Б–Њ—Б—В–∞–≤ —Б—В–∞–љ–Ї–∞ –і–ї—П –Ј–∞—В–Њ—З–Ї–Є —Д—А–µ–Ј. –Х—Б–ї–Є –±—Л —Г –Љ–µ–љ—П –±—Л–ї–Њ –і–Њ—Б—В–∞—В–Њ—З–љ–Њ –Љ–µ—Б—В–∞ –≤ –Љ–∞—Б—В–µ—А—Б–Ї–Њ–є, —П, –≤–µ—А–Њ—П—В–љ–Њ, –њ–Њ–Є—Б–Ї–∞–ї –±—Л —Б—В–∞–љ–Њ–Ї –і–ї—П –Ј–∞—В–Њ—З–Ї–Є —Д—А–µ–Ј Clarkson –і–ї—П —А–µ–Љ–Њ–љ—В–∞ –Є —Б–Њ—Б—А–µ–і–Њ—В–Њ—З–Є–ї—Б—П –±—Л –≤–Љ–µ—Б—В–Њ —Н—В–Њ–≥–Њ –љ–∞ –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–Є —В–Њ–ї—М–Ї–Њ —Б—В–∞–љ–Ї–∞ –і–ї—П –Ј–∞—В–Њ—З–Ї–Є –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞–ї—М–љ–Њ–є —Б—В–Њ–є–Ї–Є. –£—З–Є—В—Л–≤–∞—П –≤—Б–µ –Њ–±—Б—В–Њ—П—В–µ–ї—М—Б—В–≤–∞, —А–∞–Ј—А–∞–±–Њ—В–Ї–∞ —Б–Њ–±—Б—В–≤–µ–љ–љ–Њ–≥–Њ –Ї–Њ–Љ–±–Є–љ–Є—А–Њ–≤–∞–љ–љ–Њ–≥–Њ —Б—В–∞–љ–Ї–∞ –њ–Њ–Ї–∞–Ј–∞–ї–∞—Б—М –Љ–љ–µ —А–∞–Ј—Г–Љ–љ—Л–Љ —А–µ—И–µ–љ–Є–µ–Љ. –Т –њ–µ—А–≤–Њ–є —З–∞—Б—В–Є —П –љ–∞—З–Є–љ–∞—О —Б –Њ–њ–Є—Б–∞–љ–Є—П –њ—А–Њ–µ–Ї—В–∞ –Є –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є—П –Ј–∞–ґ–Є–Љ–∞, –Ї–Њ—В–Њ—А—Л–є —Г–і–µ—А–ґ–Є–≤–∞–µ—В —И–њ–Є–љ–і–µ–ї—М. –≠—В–Њ –≤–Ї–ї—О—З–∞–µ—В –≤ —Б–µ–±—П —В–Њ–Ї–∞—А–љ—Г—О –Њ–±—А–∞–±–Њ—В–Ї—Г –Є –њ—А–Њ—Д–Є–ї—М–љ–Њ–µ —Д—А–µ–Ј–µ—А–Њ–≤–∞–љ–Є–µ —Б –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–µ–Љ –і–µ–ї–Є—В–µ–ї—М–љ–Њ–є –≥–Њ–ї–Њ–≤–Ї–Є. 00:00 –Я–Њ—З–µ–Љ—Г —П —Е–Њ—З—Г —Б–Њ–Ј–і–∞—В—М –Ї–Њ–Љ–±–Є–љ–Є—А–Њ–≤–∞–љ–љ—Л–є —Б—В–∞–љ–Њ–Ї –і–ї—П –Ј–∞—В–Њ—З–Ї–Є –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞–ї—М–љ–Њ–є —Б—В–Њ–є–Ї–Є –Є —Д—А–µ–Ј—Л 00:55 –Ъ–Њ–љ—Ж–µ–њ—Ж–Є—П –Њ–±—К–µ–і–Є–љ–µ–љ–Є—П –і–≤—Г—Е —Д—Г–љ–Ї—Ж–Є–є –≤ –Њ–і–љ–Њ–Љ —Б—В–∞–љ–Ї–µ 01:27 –І–µ—А—В–µ–ґ–Є –Ї–Њ–Љ–њ–Њ–љ–Њ–≤–Ї–Є —Б—В–∞–љ–Ї–∞ –і–ї—П –Ј–∞—В–Њ—З–Ї–Є –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞–ї—М–љ–Њ–є —Б—В–Њ–є–Ї–Є 02:49 –І–µ—А—В–µ–ґ–Є –Ї–Њ–Љ–њ–Њ–љ–Њ–≤–Ї–Є —И–њ–Є–љ–і–µ–ї—П 03:18 –Ь–∞—В–µ—А–Є–∞–ї—Л –і–ї—П –љ–∞—З–∞–ї–∞ –њ—А–Њ–µ–Ї—В–∞ 03:44 –Ґ–Њ—А—Ж–µ–≤–∞—П –Њ–±—А–∞–±–Њ—В–Ї–∞ –Є —А–∞—Б—В–Њ—З–Ї–∞ –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є –Є–Ј –љ–Є–Ј–Ї–Њ—Г–≥–ї–µ—А–Њ–і–Є—Б—В–Њ–є —Б—В–∞–ї–Є –і–Є–∞–Љ–µ—В—А–Њ–Љ 3 –і—О–є–Љ–∞, –Ї–Њ—В–Њ—А–∞—П –±—Г–і–µ—В –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М—Б—П –і–ї—П –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є—П –Ј–∞–ґ–Є–Љ–∞ 09:40 –§—А–µ–Ј–µ—А–Њ–≤–∞–љ–Є–µ –њ–ї–Њ—Б–Ї–Є—Е –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–µ–є –Ј–∞–ґ–Є–Љ–∞ 10:57 –І–µ—А–љ–Њ–≤–∞—П –Њ–±—А–∞–±–Њ—В–Ї–∞ –Ї—А–Є–≤–Њ–ї–Є–љ–µ–є–љ–Њ–≥–Њ –њ—А–Њ—Д–Є–ї—П 11:15 –§–Њ—А–Љ–Є—А–Њ–≤–∞–љ–Є–µ –≤—Л—Б—В—Г–њ–Њ–≤ –і–ї—П –Ј–∞–ґ–Є–Љ–љ—Л—Е –±–Њ–ї—В–Њ–≤ 11:52 –£—Б—В–∞–љ–Њ–≤–Ї–∞ –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є –љ–∞ –Ї–Њ–љ–Є—З–µ—Б–Ї—Г—О –Њ–њ—А–∞–≤–Ї—Г 13:00 –Я—А–Њ—Д–Є–ї—М–љ–Њ–µ —Д—А–µ–Ј–µ—А–Њ–≤–∞–љ–Є–µ –≤–љ–µ—И–љ–µ–≥–Њ —А–∞–і–Є—Г—Б–∞ 13:46 –Ю–±—А–∞–±–Њ—В–Ї–∞ —Н–ї–µ–Љ–µ–љ—В–∞ –њ–Њ–і —Г–≥–ї–Њ–Љ 40 –≥—А–∞–і—Г—Б–Њ–≤ 14:33 –Я—А–Њ—Д–Є–ї–Є—А–Њ–≤–∞–љ–Є–µ —А–∞–і–Є—Г—Б–∞ 14:54 –Ш—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–µ –Њ—Б–µ–≤—Л—Е —А–µ–Ј–Њ–≤ –і–ї—П —Г–ї—Г—З—И–µ–љ–Є—П –Ї–∞—З–µ—Б—В–≤–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є —А–∞–і–Є—Г—Б–∞ 15:57 –§—А–µ–Ј–µ—А–Њ–≤–∞–љ–Є–µ –≤–љ–µ—И–љ–Є—Е –Ї—А–Є–≤–Њ–ї–Є–љ–µ–є–љ—Л—Е —Д–∞—Б–Њ–Ї 16:49 –Ъ–Њ–љ–Є—З–µ—Б–Ї–∞—П –Њ–њ—А–∞–≤–Ї–∞ —Б–ї–Є—И–Ї–Њ–Љ —В—Г–≥–Њ –Ј–∞—В—П–љ—Г—В–∞ –і–ї—П —Б–љ—П—В–Є—П —Б –њ–Њ–Љ–Њ—Й—М—О –њ—А–µ—Б—Б–∞! 17:29 –Я—А–Њ–≤–µ—А–Ї–∞ –Ї–∞—З–µ—Б—В–≤–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є 17:52 –Ч–µ–љ–Ї–∞–ї–Є—А–Њ–≤–∞–љ–Є–µ –і–ї—П –≤–Є–љ—В–Њ–≤ —Б —И–µ—Б—В–Є–≥—А–∞–љ–љ–Њ–є –≥–Њ–ї–Њ–≤–Ї–Њ–є 18:33 –°–љ—П—В–Є–µ —Д–∞—Б–Ї–Є 18:52 –°–ї–µ–і—Г—О—Й–µ–µ –≤–Є–і–µ–Њ
Comments
-
 3 –љ–µ–і–µ–ї–Є –љ–∞–Ј–∞–і
3 –љ–µ–і–µ–ї–Є –љ–∞–Ј–∞–і
-
 6 –і–љ–µ–є –љ–∞–Ј–∞–і
6 –і–љ–µ–є –љ–∞–Ј–∞–і
-
 3 –і–љ—П –љ–∞–Ј–∞–і
3 –і–љ—П –љ–∞–Ј–∞–і
-
 5 –і–љ–µ–є –љ–∞–Ј–∞–і
5 –і–љ–µ–є –љ–∞–Ј–∞–і
-
 7 –і–љ–µ–є –љ–∞–Ј–∞–і
7 –і–љ–µ–є –љ–∞–Ј–∞–і
-
 2 –љ–µ–і–µ–ї–Є –љ–∞–Ј–∞–і
2 –љ–µ–і–µ–ї–Є –љ–∞–Ј–∞–і
-
 7 –і–љ–µ–є –љ–∞–Ј–∞–і
7 –і–љ–µ–є –љ–∞–Ј–∞–і
-
 7 –Љ–µ—Б—П—Ж–µ–≤ –љ–∞–Ј–∞–і
7 –Љ–µ—Б—П—Ж–µ–≤ –љ–∞–Ј–∞–і
-
 1 –Љ–µ—Б—П—Ж –љ–∞–Ј–∞–і
1 –Љ–µ—Б—П—Ж –љ–∞–Ј–∞–і
-
 4 –і–љ—П –љ–∞–Ј–∞–і
4 –і–љ—П –љ–∞–Ј–∞–і
-
 6 –і–љ–µ–є –љ–∞–Ј–∞–і
6 –і–љ–µ–є –љ–∞–Ј–∞–і
-
 2 –љ–µ–і–µ–ї–Є –љ–∞–Ј–∞–і
2 –љ–µ–і–µ–ї–Є –љ–∞–Ј–∞–і
-
 4 –і–љ—П –љ–∞–Ј–∞–і
4 –і–љ—П –љ–∞–Ј–∞–і
-
 8 –і–љ–µ–є –љ–∞–Ј–∞–і
8 –і–љ–µ–є –љ–∞–Ј–∞–і
-
 8 –і–љ–µ–є –љ–∞–Ј–∞–і
8 –і–љ–µ–є –љ–∞–Ј–∞–і
-
 2 –Љ–µ—Б—П—Ж–∞ –љ–∞–Ј–∞–і
2 –Љ–µ—Б—П—Ж–∞ –љ–∞–Ј–∞–і
-
 5 –і–љ–µ–є –љ–∞–Ј–∞–і
5 –і–љ–µ–є –љ–∞–Ј–∞–і
-
 2 –Љ–µ—Б—П—Ж–∞ –љ–∞–Ј–∞–і
2 –Љ–µ—Б—П—Ж–∞ –љ–∞–Ј–∞–і
-
 13 –і–љ–µ–є –љ–∞–Ј–∞–і
13 –і–љ–µ–є –љ–∞–Ј–∞–і
-
 2 –љ–µ–і–µ–ї–Є –љ–∞–Ј–∞–і
2 –љ–µ–і–µ–ї–Є –љ–∞–Ј–∞–і