Sustainable Aviation Fuel - SAF Unit and Co-processing скачать в хорошем качестве
Sustainable Aviation Fuel - SAF Unit and Co-processing
3 года назад
Не удается загрузить Youtube-плеер. Проверьте блокировку Youtube в вашей сети.
Повторяем попытку...
Повторяем попытку...
Скачать видео с ютуб по ссылке или смотреть без блокировок на сайте: Sustainable Aviation Fuel - SAF Unit and Co-processing в качестве 4k
У нас вы можете посмотреть бесплатно Sustainable Aviation Fuel - SAF Unit and Co-processing или скачать в максимальном доступном качестве, видео которое было загружено на ютуб. Для загрузки выберите вариант из формы ниже:
-
Информация по загрузке:
Скачать mp3 с ютуба отдельным файлом. Бесплатный рингтон Sustainable Aviation Fuel - SAF Unit and Co-processing в формате MP3:
Если кнопки скачивания не
загрузились
НАЖМИТЕ ЗДЕСЬ или обновите страницу
Если возникают проблемы со скачиванием видео, пожалуйста напишите в поддержку по адресу внизу
страницы.
Спасибо за использование сервиса ClipSaver.ru
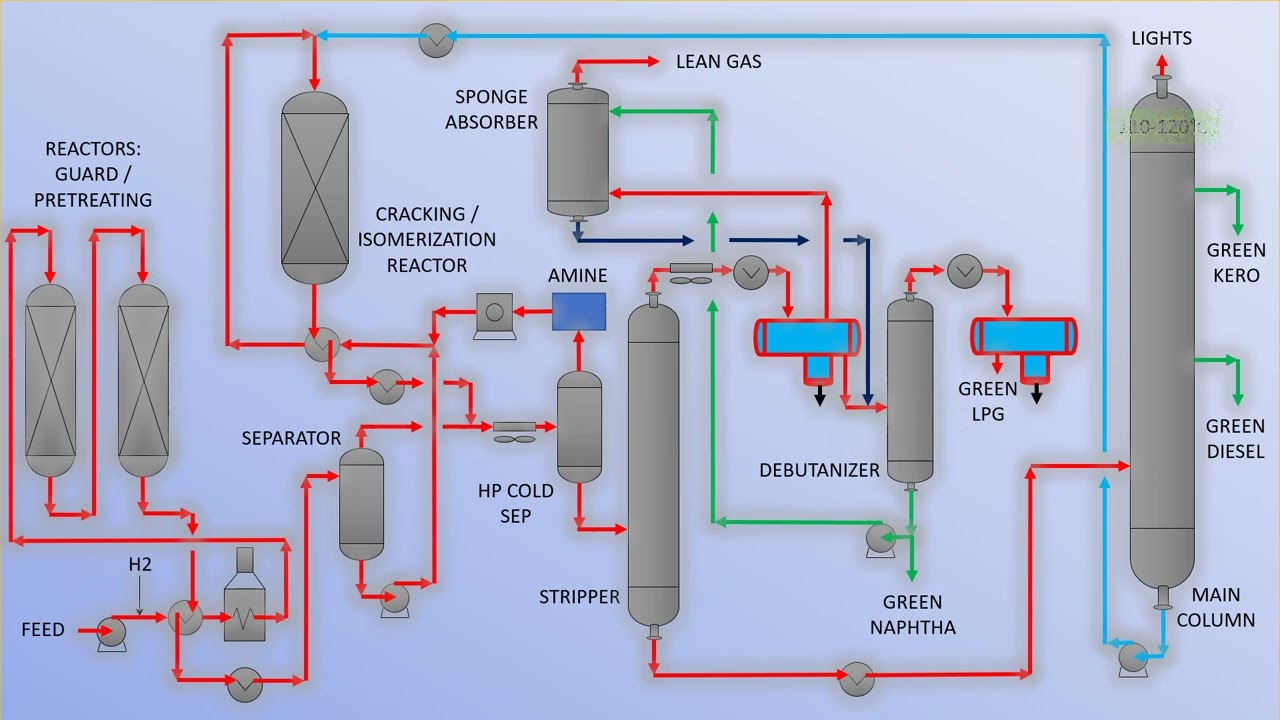
Sustainable Aviation Fuel - SAF Unit and Co-processing
SAF is converting used cooking oil (UCO) or/and different vegetables oils like Canola, Corn Oil, Camelina, Rapeseed, Sunflower, Soybeam, Palm, Tallow & Jatropha in green LPG, naphtha, kerosene and diesel in isomerization and cracking reactors. The bio based feeds have a higher content especially in phosphorous and low in metals such as Na, Ca, K & Mg. The main reactions that occur in guard reactor are olefin saturation, deoxygenation, metals removal and in pretreatment reactor the hardest one like desulfurization and denitrification. Deoxygenation and olefin saturation are generating high heat of reaction while isomerization on noble catalyst is low in heat generation. In hydrodeoxygenation reaction water is formed and is stripping the sulfur from catalyst – to maintain the catalyst in sulfided active state a sulfiding agent need to be added on continuous base, usually DMDS, but also others work just fine. In the treating reactor, due to presence of CO2, CO, H2O and H2 water gas shift & reverse water gas shift reactions shall occurs: CO2 + H2 in CO + H2O reverse gas shift CO + H2O in CO2 + H2 gas shift The isomerization/cracking step is used to correct the cold flow properties like CFPP, cloud point and to maximize the middle fraction yield. The operating pressure depends by nitrogen content of feed, meaning that for high nitrogen higher than 300 ppm the inlet pressure at guard reactor is around 62-65 barg, for treatment reactor 58-61 and for isomerization / cracking reactor 38-42 barg. The LHSV is 0.5 hr-1 for guard, 1.0-1.5 hr-1 for pretreatment and 1.0 hr-1 for isomerization / hydrocracking reactors. Temperature at guard reactor inlet is 310-315°C, at pretreatment reactor 350-355°C, isomerization 380-390°C and in hot separator around 195-205°C. It is worth to mention that the maximum recommended temperature rise in guard / pretreatment reactors is around 40°C and in isomerization / cracking reactor classical 28°C specific for classical hydrotreating units. The hydrogen consumption depends by type of feed, for palm oil 40-45 Nm3/m3 instead for sunflower 100-110 Nm3/m3 only for double bonds saturation, the Palm oil has 0.5-0.6 DB per chain while Sunflower 1.6. For tryglyceride cracking usualy is needed 65 Nm3/m3 of H2, for decarbonylation 65-70 Nm3/m3, for hydrodeoxygenation 200-210 Nm3/m3 and for decarbonylation plus methanation around 270 Nm3/m3 - if methanation occurs then the adv of decarbonylation/decarboxylation over hydrodeoxygenation in terms oh H2 consumption shall dissapear. Co-processing pro’s & con’s: Not every existing unit could co-process vegetable oil due to operating pressure value, usually 45-50 barg as a minimum WABT shall increase, offcourse depending by vegetable oil type, from 2-8°C and reactor delta T aprox 15°C, heat release shall be high H2 consumption & H2 for quench also will be higher With vegetable oils shall arrive more n-paraffins, good for cetane but bad for CFPP CO, CO2 and H2O shall form with possible accumulation of CO in recycle gas, the existing amine systems are not doing so good in removing CO – CoMo catalyst could be affected more than NiMo To control the CO purge can be used or to increase the operating pressure to favorize methanation reaction / higher H2 consumption is the drawback Corrosion in reactor due to carboxylic acid. Let’s put some numbers just to have the big picture - to produce 100 tons of SAF from UCO and/or VO: 1. CO2 produced from process not from fired heaters: 4 t/h 2. Sour water need to be treated: 20 t/h 3. Power consumption: 12000 kWh 4. Cooling water: 800 m3/h 5. Fuel gas: 4.5 t/h burned in fired heaters which will released also CO2 6. Hydrogen consumed in the process: 5.2 t/h Remember that in aircraft motors SAF shall be turn in, guess what? CO2! eBook: https://lnkd.in/evN6h_w https://lnkd.in/eF4KWM9 https://lnkd.in/eUcR2kk Enjoy!
Comments



![600°C: Почему добыча Ртути — самый опасный процесс в мире? [How it's made]](https://imager.clipsaver.ru/Pdbnl915ABc/max.jpg)















