Induction Soldering of Copper tubes and wires скачать в хорошем качестве
Induction Soldering of Copper tubes and wires
7 месяцев назад
Не удается загрузить Youtube-плеер. Проверьте блокировку Youtube в вашей сети.
Повторяем попытку...
Повторяем попытку...
Скачать видео с ютуб по ссылке или смотреть без блокировок на сайте: Induction Soldering of Copper tubes and wires в качестве 4k
У нас вы можете посмотреть бесплатно Induction Soldering of Copper tubes and wires или скачать в максимальном доступном качестве, видео которое было загружено на ютуб. Для загрузки выберите вариант из формы ниже:
-
Информация по загрузке:
Скачать mp3 с ютуба отдельным файлом. Бесплатный рингтон Induction Soldering of Copper tubes and wires в формате MP3:
Если кнопки скачивания не
загрузились
НАЖМИТЕ ЗДЕСЬ или обновите страницу
Если возникают проблемы со скачиванием видео, пожалуйста напишите в поддержку по адресу внизу
страницы.
Спасибо за использование сервиса ClipSaver.ru
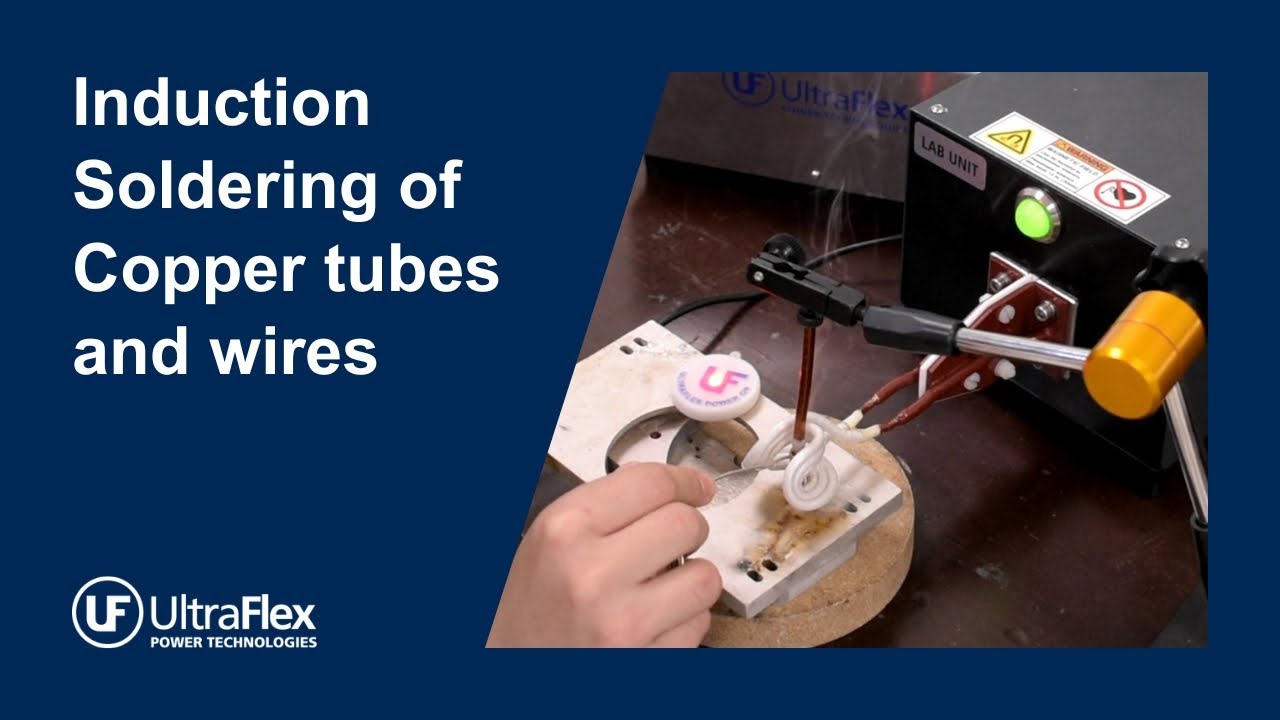
Induction Soldering of Copper tubes and wires
Application: Soldering Industry: Medical Application Objectives: Demonstrate the feasibility of replacing an open-flame torch with a safer, more consistent induction heating solution using a compact 2 kW system to solder medical-grade copper components. The challenge: The customer needed to eliminate variability and safety issues associated with torch soldering. Key challenges included achieving reliable, clog-free joints using l alloy 99C solder, 1.6 mm, maintaining a maximum process temperature of 400 °C, and ensuring the system could handle small copper assemblies without overheating or discoloration. Equipment: • UltraFlex SMT-2/200 (2 kW) + HS-4W Heat Station • 3-turn butterfly coil • Footswitch Materials: • Copper tubes (6–8 mm) • Solid copper wire • Alloy 99C solder (1.6 mm) • Flux • Insulation Key Parameters: • Power: 1.6 kW (100% current regulated) • Cycle time: ~15 seconds • Max temperature: ≤ 400 °C • Duty: 6 cycles x ~3 minutes Process: Multiple tests were performed using manual and ring-based alloy feeding. The operator introduced parts into the coil manually and activated heating via a foot pedal. Flux was applied before each cycle. Tests revealed that solder quantity and pipe fit significantly affected joint integrity. One-ring setups underfilled the joint, while two-ring setups provided better results. In cases of clogged joints, parts were successfully reheated upside-down to clear excess alloy using gravity - a demonstrated advantage of precise induction control. Results and Conclusions: All tests proved the feasibility of replacing torch soldering with a 2 kW induction system. Reliable joints were achieved under 15 seconds per cycle, with minimal discoloration and no need for operator guesswork. Upside-down reheating resolved clogging issues effectively. The open-type coil worked well for handling, though future improvements with closed-type helical coils could enhance efficiency. This setup offers a clean, repeatable, and scalable soldering alternative, ideal for medical manufacturing environments. Reference Info: AR 3464-8839
Comments








![[Флюс] IF8300 от InterFlux. Зачем же так вонять?!](https://imager.clipsaver.ru/pXYauhpVWdY/max.jpg)









