Cooling Tower - Automatic Chemical Dosing and Monitoring System скачать в хорошем качестве
Cooling Tower - Automatic Chemical Dosing and Monitoring System
1 год назад
Не удается загрузить Youtube-плеер. Проверьте блокировку Youtube в вашей сети.
Повторяем попытку...
Повторяем попытку...
Скачать видео с ютуб по ссылке или смотреть без блокировок на сайте: Cooling Tower - Automatic Chemical Dosing and Monitoring System в качестве 4k
У нас вы можете посмотреть бесплатно Cooling Tower - Automatic Chemical Dosing and Monitoring System или скачать в максимальном доступном качестве, видео которое было загружено на ютуб. Для загрузки выберите вариант из формы ниже:
-
Информация по загрузке:
Скачать mp3 с ютуба отдельным файлом. Бесплатный рингтон Cooling Tower - Automatic Chemical Dosing and Monitoring System в формате MP3:
Если кнопки скачивания не
загрузились
НАЖМИТЕ ЗДЕСЬ или обновите страницу
Если возникают проблемы со скачиванием видео, пожалуйста напишите в поддержку по адресу внизу
страницы.
Спасибо за использование сервиса ClipSaver.ru
Cooling Tower - Automatic Chemical Dosing and Monitoring System
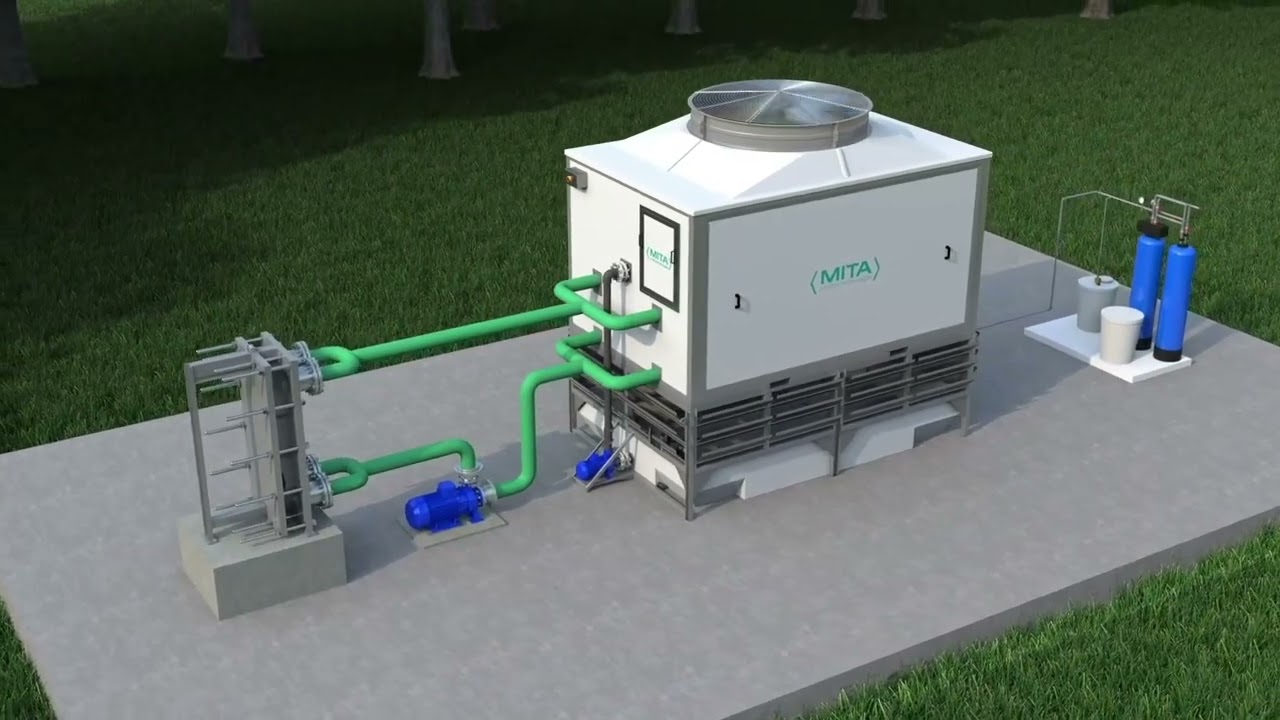
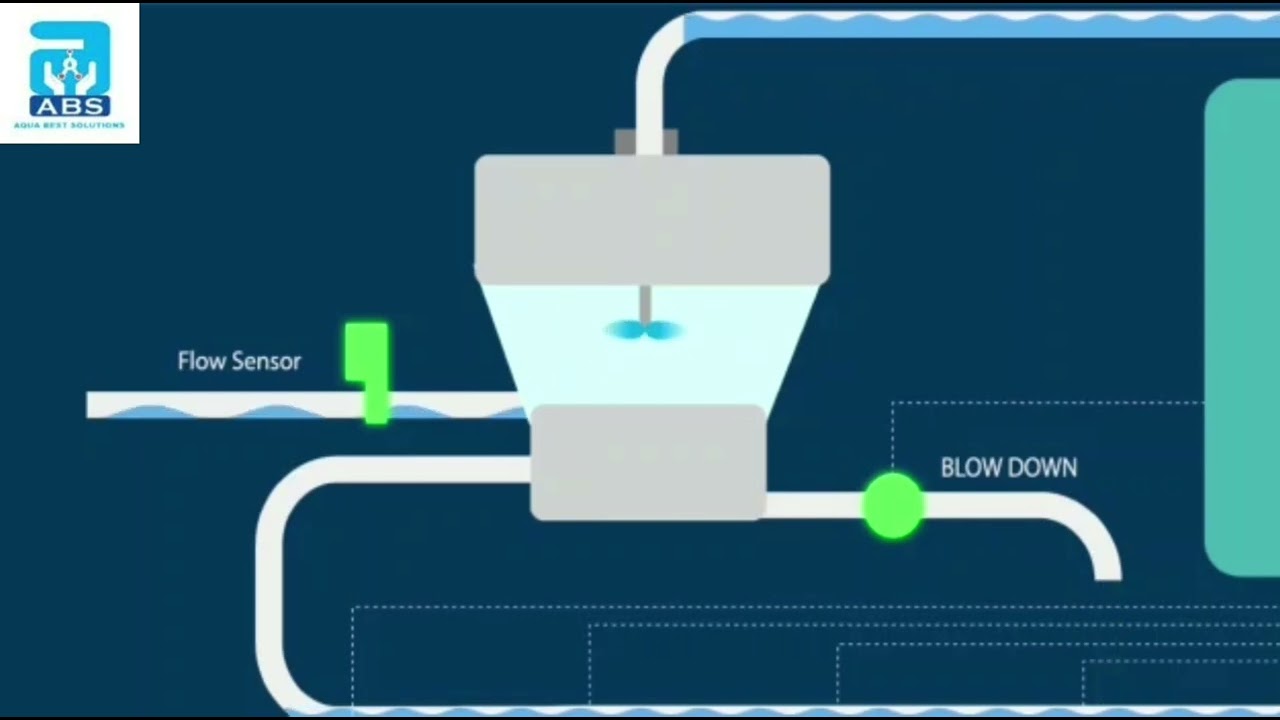
The Automatic Chemical Dosing and Monitoring System for cooling towers is an advanced solution designed to optimize the treatment of cooling water systems. This system ensures the proper balance of chemicals, reducing scaling, corrosion, and microbial growth while improving operational efficiency. Key Features: 1. Automatic Dosing Mechanism: Accurately doses corrosion inhibitors, scale inhibitors, biocides, and other water treatment chemicals based on pre-set parameters or real-time data. Eliminates manual intervention, ensuring precise chemical usage and reducing waste. 2. Real-Time Monitoring: Continuously measures critical water quality parameters such as pH, conductivity, hardness, and ORP (Oxidation-Reduction Potential). Provides instant feedback and alerts for any deviations from the desired operating range. 3. Intelligent Control System: Integrates with programmable logic controllers (PLCs) for automated adjustments and seamless operation. Supports remote monitoring and control through IoT-enabled platforms, allowing users to track performance from anywhere. 4. Energy and Cost Efficiency: Optimizes chemical usage, reducing operational costs. Enhances system longevity by preventing damage caused by poor water quality. 5. Safety and Environmental Compliance: Ensures safe handling and precise application of chemicals, minimizing environmental impact. Helps industries comply with regulatory standards for water discharge. Applications: This system is ideal for industries relying on cooling towers, such as: Power generation HVAC systems Petrochemical and refineries Manufacturing units Food and beverage processing Benefits: Enhanced Efficiency: Maintains optimal heat exchange by preventing scale and corrosion. Reduced Downtime: Avoids unexpected shutdowns due to water quality issues. Sustainability: Reduces water and chemical waste, aligning with green initiatives. Incorporating this advanced system into cooling tower operations ensures consistent performance, lower maintenance costs, and compliance with environmental standards, making it a valuable addition to any industrial water treatment strategy.
Comments