Thread Quality Control Series: Pipe Threads скачать в хорошем качестве
Thread Quality Control Series: Pipe Threads
4 года назад
Не удается загрузить Youtube-плеер. Проверьте блокировку Youtube в вашей сети.
Повторяем попытку...
Повторяем попытку...
Скачать видео с ютуб по ссылке или смотреть без блокировок на сайте: Thread Quality Control Series: Pipe Threads в качестве 4k
У нас вы можете посмотреть бесплатно Thread Quality Control Series: Pipe Threads или скачать в максимальном доступном качестве, видео которое было загружено на ютуб. Для загрузки выберите вариант из формы ниже:
-
Информация по загрузке:
Скачать mp3 с ютуба отдельным файлом. Бесплатный рингтон Thread Quality Control Series: Pipe Threads в формате MP3:
Если кнопки скачивания не
загрузились
НАЖМИТЕ ЗДЕСЬ или обновите страницу
Если возникают проблемы со скачиванием видео, пожалуйста напишите в поддержку по адресу внизу
страницы.
Спасибо за использование сервиса ClipSaver.ru
Thread Quality Control Series: Pipe Threads
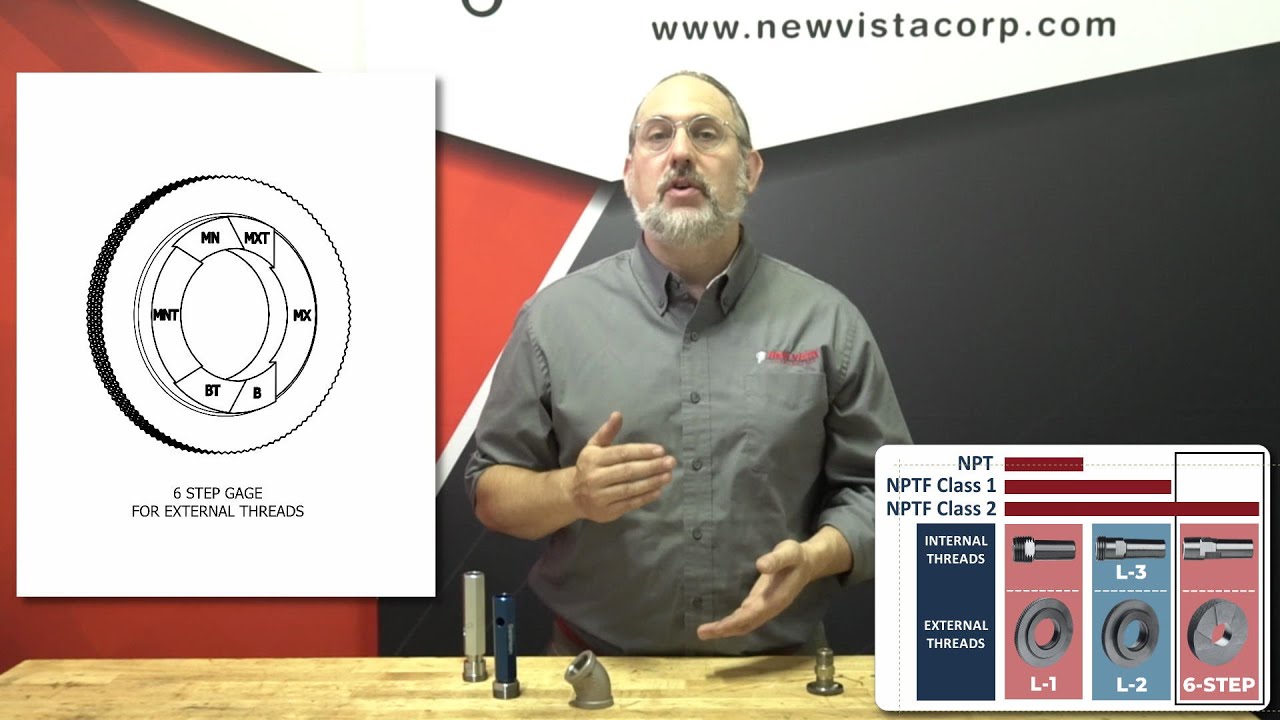
Learn all about the different types of American pipe threads and the correct gaging methods for each. For more information on this process and how to automate it, please visit: https://www.newvistacorp.com/ VMKT4 Pipe threads are manufactured in many forms but the most common types are straight and tapered threads. Straight pipe threads are gauged with the "GO" and "NO GO" process like standard threads, but tapered pipe threads require an entirely different gauging method a series of 1 to three L checks. In this video we'll cover how to gauge the three types of American tapered pipe threads: NPT, which stands for national pipe taper and NPTF which stands for national pipe taper Fuel and comes in class one and class two classifications. When assembled tightly NPT threads leave voids at the root and crest of the threads which need to be filled with a sealing compound at assembly to avoid spiral leakage. NPTF is also known as American dry seal pipe thread and is designed to leave no voids and therefore requires no sealant. For all three types of tapered thread, the L1 gauge is the first check required. This gauge checks the hand tight engagement length, which typically includes the first four to five threads. For internal threads the L1 gauge will be a plug gauge with a notch grounded the side for a reference surface. For external threads the, L1 gauge will be a ring gauge where the flat surface of the gauge acts as a reference. The labeled side of the gauge faces the end of the thread The C Surface where the pipe thread starts is used as a reference for all measurements. Each type of tapered thread requires a different use of the L1 gauge. For NPT Threads there's only one test required; thread the L1 gauge onto or into the tapered thread until the fit is hand tight. When the gauge stops, the notch on the plug gauge or the flat luring gauge should be within plus or minus one turn from the entry face of the thread. NPTF class one threads require the same check with one major difference: you need to know the distance from the face of the thread to the reference notch in the plug gauge or the surface of the Ring gauge to complete the next check in the series. In our example the L1 gauge is a 1/2 turn below the thread surface, which is 036 in when measured. NPTF class two threads require a third step; you must determine if the thread is at the minimum basic or maximum condition. To do this is slightly different for internal threads versus external threads. For external threads, if the surface of the L1 ring gauge is within 1/3 of a turn above or below the thread surface, then the thread is in the basic condition. If the surface of the L1 ring gauge is more than a third of turn above the thread surface, then the thread is in the maximum condition and if the surface of the L1 gauge is more than a third of a turn lower than the thread face then the thread is in the minimum condition. For internal threads, the conditions are reversed. If the notch on the L1 plug gauge is above the thread to face more than 1/3 of a turn, then the thread is in the minimum condition. If the notch is more than a third turn below the threaded surface, then the thread is in the maximum condition. In our example, the L1 gauge is a half turn below the thread surface, which puts it in the minimum condition. Both classes of NPTF threads require the use of an L2 gauge for external threads or an L3 gauge for internal threads. The L2 and L3 gauges check the wrench tight gauge length, which generally check the fifth, sixth and seventh threads. These gauges look similar to their L1 gauge counterparts, but they're designed to verify the taper of the thread. The L2 and L3 gauges are used in similar manners to the L1 gauge; thread the gauge into or onto the thread until the fit his hand tight. To pass this test, the surface of the L3 gauge or the notch of the L2 gauge must be within plus or minus 1/2 turn of the L1 position. This is the final check needed for NPTF class one threads. In our example, the L2 gauge lies within the pass region that was determined by the position of the L1 gauge. . . If you still have questions about gauging your pipe threads, contact one of new vista's application Engineers today for expert assistance and to see how much time and money New Vista systems can save you.
Comments