Контроль эксплуатационных расходов: нисходящая или водная тяга? — Советы и рекомендации от Джима ... скачать в хорошем качестве
Контроль эксплуатационных расходов: нисходящая или водная тяга? — Советы и рекомендации от Джима ...
6 лет назад
Не удается загрузить Youtube-плеер. Проверьте блокировку Youtube в вашей сети.
Повторяем попытку...
Повторяем попытку...
Скачать видео с ютуб по ссылке или смотреть без блокировок на сайте: Контроль эксплуатационных расходов: нисходящая или водная тяга? — Советы и рекомендации от Джима ... в качестве 4k
У нас вы можете посмотреть бесплатно Контроль эксплуатационных расходов: нисходящая или водная тяга? — Советы и рекомендации от Джима ... или скачать в максимальном доступном качестве, видео которое было загружено на ютуб. Для загрузки выберите вариант из формы ниже:
-
Информация по загрузке:
Скачать mp3 с ютуба отдельным файлом. Бесплатный рингтон Контроль эксплуатационных расходов: нисходящая или водная тяга? — Советы и рекомендации от Джима ... в формате MP3:
Если кнопки скачивания не
загрузились
НАЖМИТЕ ЗДЕСЬ или обновите страницу
Если возникают проблемы со скачиванием видео, пожалуйста напишите в поддержку по адресу внизу
страницы.
Спасибо за использование сервиса ClipSaver.ru
Контроль эксплуатационных расходов: нисходящая или водная тяга? — Советы и рекомендации от Джима ...
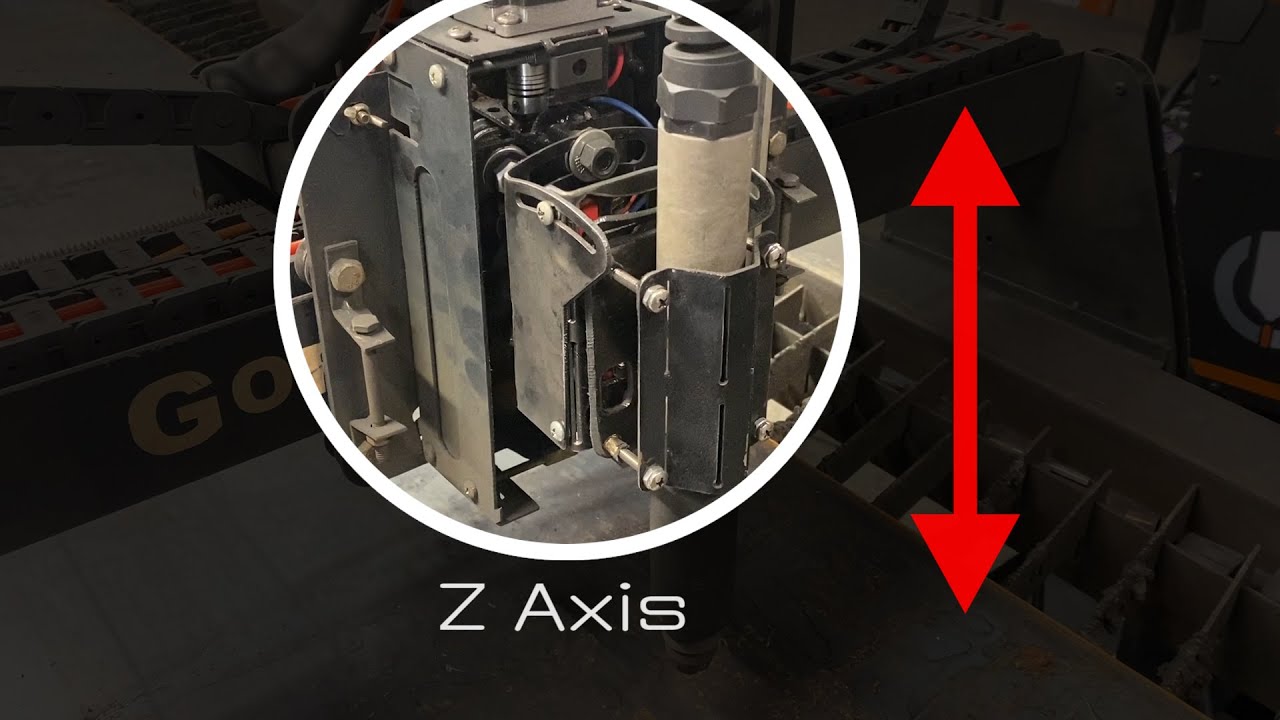
В этом эпизоде Джим Кольт, ветеран отрасли из компании Hypertherm, рассказывает о контроле эксплуатационных расходов: плазменная резка с нисходящим потоком воздуха или с водяным охлаждением. Более подробную информацию обо всех наших столах для плазменной резки вы найдете на сайте https://www.maverickcnc.com/ Контроль за дымообразованием во время плазменной резки чрезвычайно важен. Джим рассматривает эксплуатационные расходы и преимущества как плазменной резки с нисходящим потоком воздуха, так и с водяным охлаждением. Следует ли резать алюминий с водяным охлаждением, а тонкостенные воздуховоды для систем отопления, вентиляции и кондиционирования — с нисходящим потоком воздуха? Подпишитесь на наш канал и нажмите на значок колокольчика, чтобы получать уведомления о выходе новых видеороликов «Советы и рекомендации от Джима Кольта». Описание видео: Эксплуатационные расходы стола с водяным охлаждением и нисходящим потоком воздуха Привет, это Джим, и я представляю MaverickCNC. Есть несколько моментов, которые необходимо учитывать при работе с любой системой плазменной резки, и, вероятно, один из самых важных — это контроль дымообразующих расходов. Существует два подхода к этому вопросу: либо стол с нисходящим потоком воздуха, либо стол с водяным охлаждением. Это водоносный горизонт. Когда вы режете, вода, дым и частицы плавящейся стали, которые затем выдуваются, попадают в водоносный горизонт. Как только эти раскаленные частицы стали попадают в воду, они охлаждаются, становятся тяжелее и оседают на дне. В случае с вытяжным столом процесс немного другой: там используется воздуходувка, которая выдувает воздух наружу или в фильтр для сварочных дымов, создавая вакуум под столом. Скорость потока газа уносит эти частицы и охлаждает их, выдувая наружу в виде дыма и твердых частиц. Таким образом, оба процесса очень хороши, у каждого есть свои преимущества и недостатки. Для плазменной резки определенно необходим либо водоносный горизонт, либо вытяжной стол. Мы бы очень быстро заполнили этот цех дымом, если бы это не было решено. Ещё один важный момент, касающийся плазменной резки, — это стоимость эксплуатации. Многие задаются вопросом: «Я только что потратил три-четыре тысячи долларов на плазменный резак и сорок тысяч долларов на станок с ЧПУ, и сколько мне это будет стоить в эксплуатации?» Одно из преимуществ систем плазменной резки заключается в том, что расходные материалы, благодаря современным технологиям, служат долго. Особенно это касается систем серии Hypertherm Powermax. Я много лет работал в Hypertherm, и в ранних системах плазменной резки, разработанных Hypertherm, сопло и электрод выдерживали, возможно, сто циклов резки, то есть сто проколов, после чего приходилось менять сопло и электрод. Сегодня же очень часто встречаются циклы в двенадцатьсот, семнадцатьсот, восемнадцатьсот циклов. А если вы режете сталь толщиной три восьмых дюйма или полдюйма, это примерно один цент за фут резки стали толщиной полдюйма, то есть это действительно очень экономичный способ резки стали. Это только стоимость расходных материалов, но нужно добавить и другие расходы, такие как стоимость воздуха (небольшая доля цента), а также, возможно, дополнительные операции, например, шлифовку после резки. Подобные факторы также увеличивают стоимость резки, но это очень экономичный и эффективный процесс резки стали, нержавеющей стали, алюминия и некоторых других материалов.
Comments