Formado en Envolvedoras Horizontales - Ajuste Tensión en Material de Empaque Flexible скачать в хорошем качестве
Formado en Envolvedoras Horizontales - Ajuste Tensión en Material de Empaque Flexible
8 месяцев назад
Не удается загрузить Youtube-плеер. Проверьте блокировку Youtube в вашей сети.
Повторяем попытку...
Повторяем попытку...

Скачать видео с ютуб по ссылке или смотреть без блокировок на сайте: Formado en Envolvedoras Horizontales - Ajuste Tensión en Material de Empaque Flexible в качестве 4k
У нас вы можете посмотреть бесплатно Formado en Envolvedoras Horizontales - Ajuste Tensión en Material de Empaque Flexible или скачать в максимальном доступном качестве, видео которое было загружено на ютуб. Для загрузки выберите вариант из формы ниже:
-
Информация по загрузке:
Скачать mp3 с ютуба отдельным файлом. Бесплатный рингтон Formado en Envolvedoras Horizontales - Ajuste Tensión en Material de Empaque Flexible в формате MP3:
Если кнопки скачивания не
загрузились
НАЖМИТЕ ЗДЕСЬ или обновите страницу
Если возникают проблемы со скачиванием видео, пожалуйста напишите в поддержку по адресу внизу
страницы.
Спасибо за использование сервиса ClipSaver.ru
Formado en Envolvedoras Horizontales - Ajuste Tensión en Material de Empaque Flexible
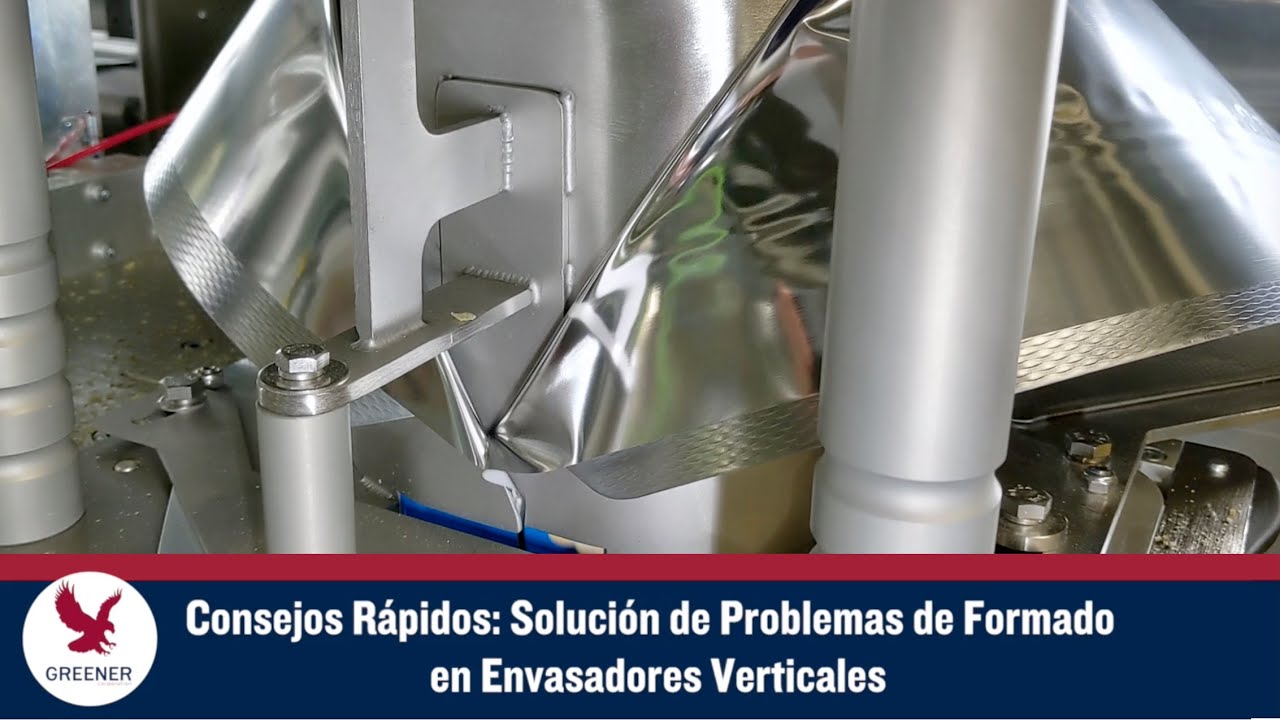
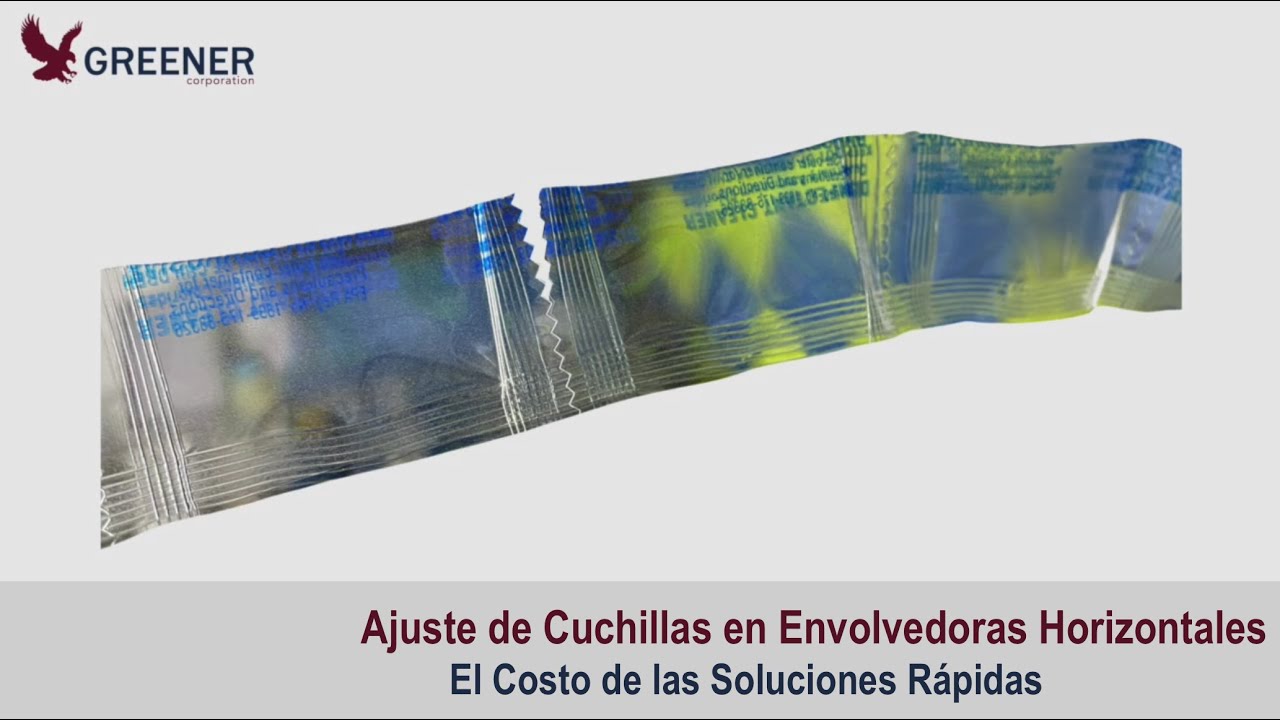
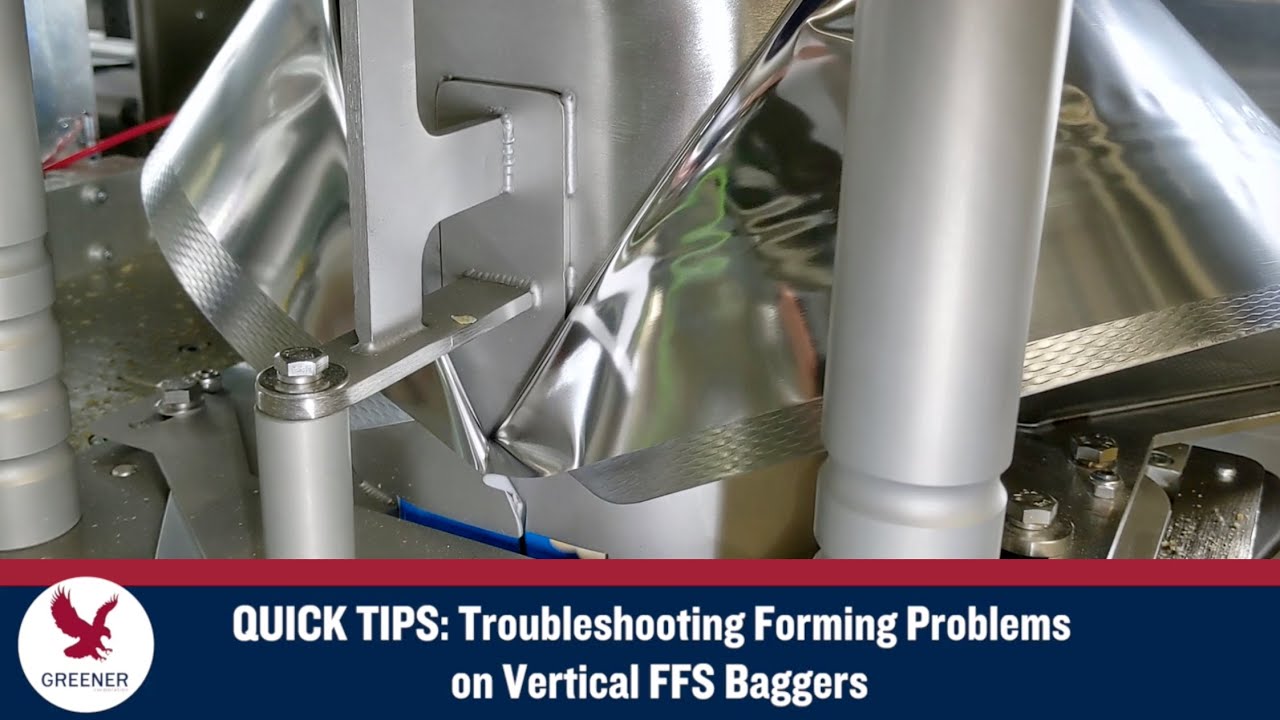
English: • Forming on Flow Wrappers - Adjusting Flexi... A medida que el producto se mueve a lo largo de la entrada y a través de la envolvedora horizontal, cada proceso de empaque debe alinearse con precisión en la línea central. Este Segmento Técnico de Greener explica cómo detectar y corregir incluso los desalineamientos más pequeños y aparentemente insignificantes de los procesos de empaque de envolverora horizontal que degradan la calidad del paquete y retrasan la producción. Lea la publicación y mire el video en nuestro Blog de Recursos Técnicos: https://greenercorp.com/es/resource-b... Consulte nuestra biblioteca completa de recursos para ayudarlo a optimizar la calidad y la productividad del paquete en envolvedoras horizontales Y envasadoras verticales FFS: https://greenercorp.com/es/blog-de-re... Obtenga más información sobre las Soluciones de Piezas Integradas y Servicios Técnicos: https://greenercorp.com/es 00:00 Formado en Envolvedoras Horizontales - Ajuste Tensión en Material de Empaque Flexible 00:27 Ajuste Tensión en Material de Empaque Flexible 00:49 Un ángulo más bajo crea menos tensión en el material y aprieta el paquete. 00:59 Los ángulos más altos crean más tensión y aflojan el paquete. 01:13 Problemas con trayectoria, sellos de aleta desiguales, y las arrugas del sello final se producen cuando no hay suficiente tensión en el material de empaque a medida que se mueve a través del proceso de formado. 01:24 Levante el rodillo de baile para aumentar el ángulo de entrada y la tensión en el material de empaque hasta que estos síntomas desaparezcan. 01:41 Demasiada tensión hace que los paquetes queden envueltos de forma suelta, estrías o arrugas en el sello de la aleta, y sellos de aletas estrechos y de tamaño insuficiente que se salen de las discos de las aleta y requieren tiempo de inactividad para volver a enhebrar el material. 01:51 Cuando se presentan estos síntomas, baje el rodillo de baile para disminuir el ángulo de entrada y la tensión. 02:10 El nivel de tensión óptima en el material, a medida que avanza a través del proceso de formado, depende de su producto, diseño de caja formadora, y la estructura de su material de empaque flexible. 02:22 Las estructuras con mayor estiramiento requieren que se reduzca el ángulo de entrada, para disminuir la tensión. 02:32 Materiales de empaque flexible con menos elasticidad a menudo necesitan un ángulo más alto que aumenta la tensión. 02:46 Si desea recomendaciones para mejorar el proceso de formación de paquetes en sus envolvedoras horizontales, envíe paquetes de muestra o fotografías a Greener Corporation.
Comments